
Испытание металлов на растяжение предел текучести
Содержание статьи
ГОСТ 1497-84 (ИСО 6892-84, СТ СЭВ 471-88) Металлы. Методы испытаний на растяжение (с Изменениями N 1, 2, 3)
ГОСТ 1497-84
(ИСО 6892-84)
Группа В09
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТАЛЛЫ
Методы испытаний на растяжение
ls. Methods of tension test
МКС 77.040.10
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
В.И.Маторин, Б.М.Овсянников, В.Д.Хромов, Н.А.Бирун, А.В.Минашин, Э.Д.Петренко, В.И.Чеботарев, М.Ф.Жембус, В.Г.Гешелин, А.В.Богачева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 16.07.84 N 2515
4. Стандарт полностью соответствует СТ СЭВ 471-88 и соответствует ИСО 6892-84* по сущности метода, проведению испытаний и обработке результатов испытаний металлов и изделий из них наименьшим размером в поперечном сечении 3,0 мм и более
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС N 11-12-94)
7. ИЗДАНИЕ (январь 2008 г.) с Изменениями N 1, 2, 3, утвержденными в августе 1987 г., октябре 1989 г., мае 1990 г. (ИУС 12-87, 2-90, 8-90)
ВНЕСЕНЫ поправки, опубликованные в ИУС N 7, 2014 год; ИУС N 11, 2014 год
Поправки внесены изготовителем базы данных
Настоящий стандарт устанавливает методы статических испытаний на растяжение черных и цветных металлов и изделий из них номинальным диаметром или наименьшим размером в поперечном сечении 3,0 мм и более для определения при температуре (20) °C характеристик механических свойств:
предела пропорциональности;
предела текучести физического;
предела текучести условного;
временного сопротивления;
___________
* Поправкой (ИУС 7-2014) по всему тексту стандарта заменены слова «временное сопротивление» на «предел прочности»;
** Поправкой (ИУС 11-2014) по всему тексту стандарта заменены слова «предел прочности» на «временное сопротивление». — Примечание изготовителя базы данных.
относительного равномерного удлинения;
относительного удлинения после разрыва;
относительного сужения поперечного сечения после разрыва.
Стандарт не распространяется на испытания проволоки и труб.
Стандарт соответствует СТ СЭВ 471-88 и ИСО 6892-84 по сущности метода, проведению испытаний и обработке результатов испытаний металлов и изделий из них наименьшим размером в поперечном сечении 3,0 мм и более.
Термины, применяемые в настоящем стандарте, и пояснения к ним приведены в приложении 1.
(Измененная редакция, Изм. N 2, 3).
1. МЕТОДЫ ОТБОРА ОБРАЗЦОВ
1.1. Вырезку заготовок для образцов проводят на металлорежущих станках, ножницах, штампах путем применения кислородной и анодно-механической резки и другими способами, предусматривая припуски на зону металла с измененными свойствами при нагреве и наклепе.
Места вырезки заготовок для образцов, количество их, направление продольной оси образцов по отношению к заготовке, величины припусков при вырезке должны быть указаны в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию.
1.2. Образцы рекомендуется изготовлять на металлорежущих станках.
При изготовлении образцов принимают меры (охлаждение, соответствующие режимы обработки), исключающие возможность изменения свойств металла при нагреве или наклепе, возникающих в результате механической обработки. Глубина резания при последнем проходе не должна превышать 0,3 мм.
1.3. Плоские образцы должны сохранять поверхностные слои проката, если не имеется иных указаний в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию.
Для плоских образцов стрела прогиба на длине 200 мм не должна превышать 10% от толщины образца, но не более 4 мм. При наличии указаний в нормативно-технической документации на металлопродукцию допускается рихтовка или иной вид правки заготовок и образцов.
1.4. Заусенцы на гранях плоских образцов должны быть удалены механическим способом без повреждения поверхности образца. Кромки в рабочей части образцов допускается подвергать шлифовке и зачистке на шлифовальном круге или шлифовальной шкуркой.
1.5. При отсутствии других указаний в нормативно-технической документации на металлопродукцию значение параметров шероховатости обработанных поверхностей образцов должно быть не более 1,25 мкм — для поверхности рабочей части цилиндрического образца и не более 20 мкм — для боковых поверхностей в рабочей части плоского образца.
Требования к шероховатости поверхности литых образцов и готовых изделий должны соответствовать требованиям к шероховатости поверхности литых заготовок и металлопродукции, испытываемой без предварительной механической обработки.
(Измененная редакция, Изм. N 3).
1.6. При наличии указаний в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию допускается испытывать сортовой прокат, литые образцы и готовые изделия без предварительной механической обработки с учетом допусков на размеры, предусмотренных для испытываемых изделий.
1.7. Испытания проводят на двух образцах, если иное количество не предусмотрено в нормативно-технической документации на металлопродукцию.
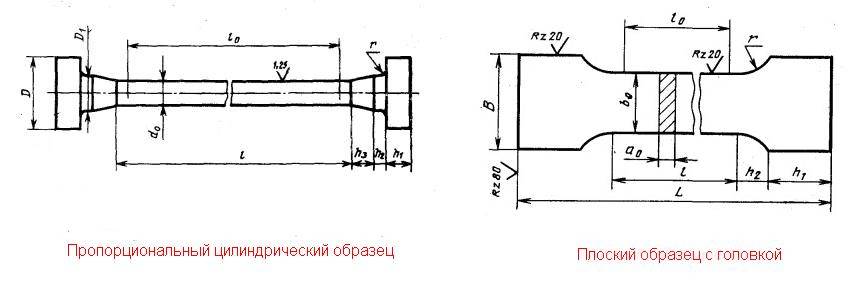
1.8. Для испытания на растяжение применяют пропорциональные цилиндрические или плоские образцы диаметром или толщиной в рабочей части 3,0 мм и более с начальной расчетной длиной или . Применение коротких образцов предпочтительнее.
Литые образцы и образцы из хрупких материалов допускается изготовлять с начальной расчетной длиной .
При наличии указаний в НТД на металлопродукцию допускается применять и другие типы образцов, в том числе и непропорциональные, для которых начальная расчетная длина устанавливается независимо от начальной площади поперечного сечения образца .
(Измененная редакция, Изм. N 2).
1.9. Типы и размеры пропорциональных цилиндрических и плоских образцов приведены в приложениях 2 и 3.
Тип и размеры образца должны указываться в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию.
Допускается применение при испытании пропорциональных образцов других размеров.
Для плоских образцов соотношение между шириной и толщиной в рабочей части образца не должно превышать 8:1.
1.10. Форма и размеры головок и переходных частей цилиндрических и плоских образцов определяются способом крепления образцов в захватах испытательной машины. Способ крепления должен предупреждать проскальзывание образцов в захватах, смятие опорных поверхностей, деформацию головок и разрушение образца в местах перехода от рабочей части к головкам и в головках.
1.11. Предельные отклонения по размерам рабочей части цилиндрических и плоских образцов приведены в приложениях 2 и 3.
Для литых механически обработанных цилиндрических образцов предельные отклонения по диаметру удваиваются.
Предельные отклонения по толщине плоских образцов с механически не обработанными поверхностями должны соответствовать предельным отклонениям по толщине, установленным для металлопродукции.
Предельные отклонения по толщине плоских образцов с механически обработанными поверхностями — ±0,1 мм.
1.12. Рабочая длина образцов должна составлять:
от до — для цилиндрических образцов,
от до — для плоских образцов.
При разногласиях в оценке качества металла рабочая длина образцов должна составлять:
— для цилиндрических образцов,
— для плоских образцов.
Примечание. При использовании тензометров допускается применение образцов с другими рабочими длинами , величина которых больше указанных.
(Измененная редакция, Изм. N 2).
1.13. Образцы маркируют вне рабочей длины образца.
2. АППАРАТУРА
2.1. Разрывные и универсальные испытательные машины должны соответствовать требованиям ГОСТ 28840.
2.2. Штангенциркули должны соответствовать требованиям ГОСТ 166.
Микрометры должны соответствовать требованиям ГОСТ 6507.
Допускается применение и других измерительных средств, обеспечивающих измерение с погрешностью, не превышающей указанную в п.3.1.
2.3. Тензометры должны соответствовать требованиям НТД.
При определении предела пропорциональности и пределов текучести условных с допусками на величину пластической или полной деформации при нагружении или остаточной деформации при разгружении до 0,1% относительная цена деления шкалы тензометра не должна превышать 0,005% от начальной расчетной длины по тензометру ; при определении предела текучести условного с допуском на величину деформации от 0,1 до 1% — не должна превышать 0,05% от начальной расчетной длины по тензометру .
Источник
ГОСТ 1497-84 (ИСО 6892-84, СТ СЭВ 471-88) Металлы. Методы испытаний на растяжение (с Изменениями N 1, 2, 3)
ГОСТ 1497-84
(ИСО 6892-84)
Группа В09
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТАЛЛЫ
Методы испытаний на растяжение
ls. Methods of tension test
МКС 77.040.10
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
В.И.Маторин, Б.М.Овсянников, В.Д.Хромов, Н.А.Бирун, А.В.Минашин, Э.Д.Петренко, В.И.Чеботарев, М.Ф.Жембус, В.Г.Гешелин, А.В.Богачева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 16.07.84 N 2515
4. Стандарт полностью соответствует СТ СЭВ 471-88 и соответствует ИСО 6892-84* по сущности метода, проведению испытаний и обработке результатов испытаний металлов и изделий из них наименьшим размером в поперечном сечении 3,0 мм и более
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС N 11-12-94)
7. ИЗДАНИЕ (январь 2008 г.) с Изменениями N 1, 2, 3, утвержденными в августе 1987 г., октябре 1989 г., мае 1990 г. (ИУС 12-87, 2-90, 8-90)
ВНЕСЕНЫ поправки, опубликованные в ИУС N 7, 2014 год; ИУС N 11, 2014 год
Поправки внесены изготовителем базы данных
Настоящий стандарт устанавливает методы статических испытаний на растяжение черных и цветных металлов и изделий из них номинальным диаметром или наименьшим размером в поперечном сечении 3,0 мм и более для определения при температуре (20) °C характеристик механических свойств:
предела пропорциональности;
предела текучести физического;
предела текучести условного;
временного сопротивления;
___________
* Поправкой (ИУС 7-2014) по всему тексту стандарта заменены слова «временное сопротивление» на «предел прочности»;
** Поправкой (ИУС 11-2014) по всему тексту стандарта заменены слова «предел прочности» на «временное сопротивление». — Примечание изготовителя базы данных.
относительного равномерного удлинения;
относительного удлинения после разрыва;
относительного сужения поперечного сечения после разрыва.
Стандарт не распространяется на испытания проволоки и труб.
Стандарт соответствует СТ СЭВ 471-88 и ИСО 6892-84 по сущности метода, проведению испытаний и обработке результатов испытаний металлов и изделий из них наименьшим размером в поперечном сечении 3,0 мм и более.
Термины, применяемые в настоящем стандарте, и пояснения к ним приведены в приложении 1.
(Измененная редакция, Изм. N 2, 3).
1. МЕТОДЫ ОТБОРА ОБРАЗЦОВ
1.1. Вырезку заготовок для образцов проводят на металлорежущих станках, ножницах, штампах путем применения кислородной и анодно-механической резки и другими способами, предусматривая припуски на зону металла с измененными свойствами при нагреве и наклепе.
Места вырезки заготовок для образцов, количество их, направление продольной оси образцов по отношению к заготовке, величины припусков при вырезке должны быть указаны в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию.
1.2. Образцы рекомендуется изготовлять на металлорежущих станках.
При изготовлении образцов принимают меры (охлаждение, соответствующие режимы обработки), исключающие возможность изменения свойств металла при нагреве или наклепе, возникающих в результате механической обработки. Глубина резания при последнем проходе не должна превышать 0,3 мм.
1.3. Плоские образцы должны сохранять поверхностные слои проката, если не имеется иных указаний в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию.
Для плоских образцов стрела прогиба на длине 200 мм не должна превышать 10% от толщины образца, но не более 4 мм. При наличии указаний в нормативно-технической документации на металлопродукцию допускается рихтовка или иной вид правки заготовок и образцов.
1.4. Заусенцы на гранях плоских образцов должны быть удалены механическим способом без повреждения поверхности образца. Кромки в рабочей части образцов допускается подвергать шлифовке и зачистке на шлифовальном круге или шлифовальной шкуркой.
1.5. При отсутствии других указаний в нормативно-технической документации на металлопродукцию значение параметров шероховатости обработанных поверхностей образцов должно быть не более 1,25 мкм — для поверхности рабочей части цилиндрического образца и не более 20 мкм — для боковых поверхностей в рабочей части плоского образца.
Требования к шероховатости поверхности литых образцов и готовых изделий должны соответствовать требованиям к шероховатости поверхности литых заготовок и металлопродукции, испытываемой без предварительной механической обработки.
(Измененная редакция, Изм. N 3).
1.6. При наличии указаний в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию допускается испытывать сортовой прокат, литые образцы и готовые изделия без предварительной механической обработки с учетом допусков на размеры, предусмотренных для испытываемых изделий.
1.7. Испытания проводят на двух образцах, если иное количество не предусмотрено в нормативно-технической документации на металлопродукцию.
1.8. Для испытания на растяжение применяют пропорциональные цилиндрические или плоские образцы диаметром или толщиной в рабочей части 3,0 мм и более с начальной расчетной длиной или . Применение коротких образцов предпочтительнее.
Литые образцы и образцы из хрупких материалов допускается изготовлять с начальной расчетной длиной .
При наличии указаний в НТД на металлопродукцию допускается применять и другие типы образцов, в том числе и непропорциональные, для которых начальная расчетная длина устанавливается независимо от начальной площади поперечного сечения образца .
(Измененная редакция, Изм. N 2).
1.9. Типы и размеры пропорциональных цилиндрических и плоских образцов приведены в приложениях 2 и 3.
Тип и размеры образца должны указываться в нормативно-технической документации на правила отбора проб, заготовок и образцов или на металлопродукцию.
Допускается применение при испытании пропорциональных образцов других размеров.
Для плоских образцов соотношение между шириной и толщиной в рабочей части образца не должно превышать 8:1.
1.10. Форма и размеры головок и переходных частей цилиндрических и плоских образцов определяются способом крепления образцов в захватах испытательной машины. Способ крепления должен предупреждать проскальзывание образцов в захватах, смятие опорных поверхностей, деформацию головок и разрушение образца в местах перехода от рабочей части к головкам и в головках.
1.11. Предельные отклонения по размерам рабочей части цилиндрических и плоских образцов приведены в приложениях 2 и 3.
Для литых механически обработанных цилиндрических образцов предельные отклонения по диаметру удваиваются.
Предельные отклонения по толщине плоских образцов с механически не обработанными поверхностями должны соответствовать предельным отклонениям по толщине, установленным для металлопродукции.
Предельные отклонения по толщине плоских образцов с механически обработанными поверхностями — ±0,1 мм.
1.12. Рабочая длина образцов должна составлять:
от до — для цилиндрических образцов,
от до — для плоских образцов.
При разногласиях в оценке качества металла рабочая длина образцов должна составлять:
— для цилиндрических образцов,
— для плоских образцов.
Примечание. При использовании тензометров допускается применение образцов с другими рабочими длинами , величина которых больше указанных.
(Измененная редакция, Изм. N 2).
1.13. Образцы маркируют вне рабочей длины образца.
2. АППАРАТУРА
2.1. Разрывные и универсальные испытательные машины должны соответствовать требованиям ГОСТ 28840.
2.2. Штангенциркули должны соответствовать требованиям ГОСТ 166.
Микрометры должны соответствовать требованиям ГОСТ 6507.
Допускается применение и других измерительных средств, обеспечивающих измерение с погрешностью, не превышающей указанную в п.3.1.
2.3. Тензометры должны соответствовать требованиям НТД.
При определении предела пропорциональности и пределов текучести условных с допусками на величину пластической или полной деформации при нагружении или остаточной деформации при разгружении до 0,1% относительная цена деления шкалы тензометра не должна превышать 0,005% от начальной расчетной длины по тензометру ; при определении предела текучести условного с допуском на величину деформации от 0,1 до 1% — не должна превышать 0,05% от начальной расчетной длины по тензометру .
Источник
Испытание на растяжение
Испытание на растяжение металла заключаются в растяжении образца с построением графика зависимости удлинения образца (Δl) от прилагаемой нагрузки (P), с последующим перестроением этой диаграммы в диаграмму условных напряжений (σ — ε)
Испытания на растяжение проводятся по ГОСТ 1497, по этому же ГОСТу определяются и образцы на которых проводятся испытания.
 Как уже говорилось выше, при испытаниях строится диаграмма растяжения металла. На ней есть несколько характерных участков:
Как уже говорилось выше, при испытаниях строится диаграмма растяжения металла. На ней есть несколько характерных участков:
- Участок ОА — участок пропорциональности между нагрузкой Р и удлинением ∆l. Это участок, на котором сохраняется закон Гука. Данная пропорциональность была открыта Робертом Гуком в 1670 г. и в дальнейшем получила название закона Гука.
- Участок ОВ — участок упругой деформации. Т.е., если к образцу приложить нагрузку, не превышающую Ру, а потом разгрузить, то при разгрузке деформации образца будут уменьшаться по тому же закону, по которому они увеличивались при нагружении
Выше точки В диаграмма растяжения отходит от прямой — деформация начинает расти быстрее нагрузки, и диаграмма принимает криволинейный вид. При нагрузке, соответствующей Рт (точка С ), диаграмма переходит в горизонтальный участок. В этой стадии образец получает значительное остаточное удлинение практически без увеличения нагрузки. Получение такого участка на диаграмме растяжения объясняется свойством материала деформироваться при постоянной нагрузке. Это свойство называется текучестью материала, а участок диаграммы растяжения, параллельный оси абсцисс, называется площадкой текучести.
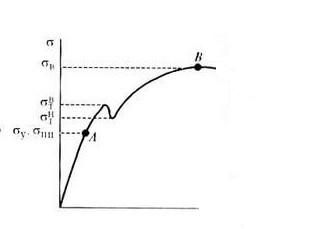 Иногда площадка текучести носит волнообразный характер. Это чаще касается растяжения пластичных материалов и объясняется тем, что вначале образуется местное утонение сечения, затем это утонение переходит на соседний объем материала и этот процесс развивается до тех пор, пока в результате распространения такой волны не возникает общее равномерное удлинение, отвечающее площадке текучести. Когда имеется зуб текучести, при определении механических свойств материала, вводят понятия о верхнем и нижнем пределах текучести.
Иногда площадка текучести носит волнообразный характер. Это чаще касается растяжения пластичных материалов и объясняется тем, что вначале образуется местное утонение сечения, затем это утонение переходит на соседний объем материала и этот процесс развивается до тех пор, пока в результате распространения такой волны не возникает общее равномерное удлинение, отвечающее площадке текучести. Когда имеется зуб текучести, при определении механических свойств материала, вводят понятия о верхнем и нижнем пределах текучести.
После появления площадки текучести, материал снова приобретает способность сопротивляться растяжению и диаграмма поднимается вверх. В точке D усилие достигает максимального значения Pmax. При достижении усилия Pmax на образце появляется резкое местное сужение — шейка. Уменьшение площади сечения шейки вызывает падение нагрузки и в момент, соответствующий точке K диаграммы, происходит разрыв образца.
Прилагаемая нагрузка для растяжения образца зависит от геометрии этого образца. Чем больше площадь сечения, тем более высокая нагрузка необходима для растяжения образца. По этой причине, получаемая машинная диаграмма не дает качественной оценки механических свойств материала. Чтобы исключить влияние геометрии образца, машинную диаграмму перестраивают в координатах σ − ε путем деления ординат P на первоначальную площадь сечения образца A0 и абсцисс ∆l на lо. Перестроенная таким образом диаграмма называется диаграммой условных напряжений. Уже по этой, новой диаграмме, определяют механические характеристики материала.
Определяются следующие механические характеристики:
Предел пропорциональности σпц — наибольшее напряжение, после которого нарушается справедливость закона Гука σ = Еε , где Е — модуль продольной упругости, или модуль упругости первого рода. При этом Е =σ/ε = tgα , т. е. модуль E это тангенс угла наклона прямолинейной части диаграммы к оси абсцисс
Предел упругости σу — условное напряжение, соответствующее появлению остаточных деформаций определенной заданной величины (0,05; 0,001; 0,003; 0,005%); допуск на остаточную деформацию указывается в индексе при σу
Предел текучести σт — напряжение, при котором происходит увеличение деформации без заметного увеличения растягивающей нагрузки
Также выделяют условный предел текучести — это условное напряжение, при котором остаточная деформация достигает определенной величины (обычно 0,2% от рабочей длины образца; тогда условный предел текучести обозначают как σ0,2). Величину σ0,2 определяют, как правило, для материалов, у которых на диаграмме отсутствует площадка или зуб текучести
Предел прочности (временное сопротивление разрыву) σв — напряжение, соответствующее наибольшей нагрузке Pmax , предшествующей разрыву образца
Кроме характеристик прочности материала, при испытании на растяжение определяют также характеристики пластичности — относительное удлинение δ и относительное сужение ψ
где lо — первоначальная расчетная длина образца, а lк — конечная расчетная длина образца

Изопропиловый спирт цена за тонну оптом — https://www.dcpt.ru
Источник