
Обозначение кругов на вулканитовой связке
Содержание статьи
ГОСТ Р 51967-2002 Круги полировальные. Технические условия, ГОСТ Р от 04 декабря 2002 года №51967-2002
ГОСТ Р 51967-2002
Группа Г25
ОКС 25.100.70
ОКП 39 8200-39 8400
1 РАЗРАБОТАН ОАО “Научно-производственный комплекс “Абразивы и шлифование”
ВНЕСЕН Техническим комитетом по стандартизации ТК 95 “Инструмент”
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 4 декабря 2002 г. N 443-ст
3 Раздел I, пункты 4.2, 4.9 и 4.12 соответствуют требованиям международного стандарта ИСО 525-99 “Продукция абразивная. Основные положения”.
Пункты 4.2, 4.9 и 4.12 соответствуют европейскому стандарту ЕН 12413-99 “Требования безопасности для абразивной продукции на связке”
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт распространяется на полировальные круги на бакелитовой (), вулканитовой () и глифталевой () связках.
Требования, изложенные в разделах 4-7 (кроме 4.2, 4.13, 5.2, 5.3), являются обязательными, остальные — рекомендуемыми.
Обязательные требования, обеспечивающие безопасность жизни и здоровья граждан, изложены в 4.12.
Стандарт может быть использован для целей сертификации полировальных кругов.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.3.028-82 Система стандартов безопасности труда. Процессы обработки абразивным и эльборовым инструментом. Требования безопасности
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 3060-86 Круги шлифовальные. Допустимые неуравновешенные массы и метод их измерения
ГОСТ 3647-80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля
ГОСТ 5950-73 Прутки и полосы из инструментальной легированной стали. Технические условия
ГОСТ 18118-79 Инструмент абразивный. Измерение твердости пескоструйным методом
ГОСТ 19265-73 Полосы и прутки из быстрорежущей стали. Технические условия
ГОСТ 25961-83 Инструмент абразивный. Акустический метод контроля физико-механических свойств
ГОСТ 27595-88 Материалы шлифовальные и инструменты абразивные. Упаковка, маркировка, транспортирование и хранение
ГОСТ 30513-97 Инструмент абразивный и алмазный. Методы испытаний на безопасность
ГОСТ Р 12.4.026-2001 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
3 Размеры
3.1 Размеры кругов должны соответствовать указанным на рисунке 1 и в таблице 1.
Рисунок 1
Рисунок 1
Таблица 1
В миллиметрах
Наружный диаметр | Высота | Диаметр посадочного отверстия Н13 |
63 | 3,2; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0 | 16 |
80 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0 | 20 |
100 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0 | 10; 13; 16; 20 |
115 | 20,0; 25,0 | 20; 32 |
125 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 40,0 | 32 |
150 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 40,0 | 32; 76 (76,2) |
180 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0 | 32; 76 (76,2) |
200 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0 | 32; 76 (76,2) |
250 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 | 32; 76 (76,2); 127 |
300 | 20,0; 40,0; 50,0; 63,0; 80,0; 100,0 | 32; 127 |
350 (356) | 8,0; 32,0; 40,0; 50,0; 100,0; 187,0 | 32; 127; 203 (203,2) |
400 (406) | 32,0; 40,0; 50,0; 63,0; 80,0; 90,0 | 127; 203 (203,2) |
450 (457) | 40,0; 50,0; 63,0; 80,0 | 127; 203 (203,2) |
500 (508) | 16,0; 20,0; 32,0; 40,0; 50,0; 80,0; 100,0; 125,0 | 305 (304,8) |
600 (610) | 40,0; 50,0; 63,0; 80,0; 90,0 | 305 (304,8) |
750 (762) | 40,0; 50,0; 63,0; 80,0 | 305 (304,8) |
900 (914) | 63,0; 80,0 | 305 (304,8) |
Примечания | ||
1 Размеры, заключенные в скобках, применять не рекомендуется. | ||
2 По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. | ||
3 Круги с =300 мм и =20,0 мм; с =350 мм и =40 мм; с =500 мм и =32,0 мм допускается изготовлять без посадочного отверстия. | ||
3.2 Круги с =80 и 250 мм и =3,2 мм; с D=300 мм и =6,0; 8,0; 10,0; 13,0; 16,0; 25,0; 32,0 мм следует изготовлять без посадочного отверстия.
Пример условного обозначения полировального круга с наружным диаметром =200 мм, высотой =20,0 мм, диаметром посадочного отверстия =32 мм, из нормального электрокорунда марки 14 , зернистостью 25-, степенью твердости , на вулканитовой связке с предельной рабочей скоростью 25 м/с, 2-го класса неуравновешенности:
Круг полировальный 200 х 20,0 х 32 14А 25-Н М R 25 м/с 2 кл. ГОСТ Р 51967-2002
4 Технические требования
4.1 Круги следует изготовлять в соответствии с требованиями настоящего стандарта, по рабочим чертежам, утвержденным в установленном порядке.
4.2 Круги могут быть изготовлены из электрокорундовых () и (или) карбидкремниевых () материалов зернистостями 40— () по ГОСТ 3647.
4.3 Точность изготовления кругов должна соответствовать нормам, указанным в таблице 2.
Таблица 2
В миллиметрах
Размер | Предельное отклонение | Размер | Предельное отклонение |
Наружный диаметр : | Высота : | ||
до 125 включ. | ±2,0 | до 5,0 включ. | ±0,4 |
св. 125 » 300 « | ±3,2 | св. 5,0 ” 16,0 ” | ±0,8 |
» 300 » 508 « | ±5,0 | ” 16,0 ” 50,0 ” | ±1,5 |
» 508 | ±8,0 | ” 50,0 | ±2,5 |
4.4 Допуски формы и расположения поверхностей* должны соответствовать нормам, указанным в таблице 3.
_______________
* До 1 января 2005 г.
Таблица 3
В миллиметрах
Форма и расположение поверхностей | Допуск |
Конусообразность наружной поверхности (кроме кругов без посадочного отверстия) для : | |
до 40,0 включ. | 0,6 |
св. 40,0 ” 90,0 ” | 1,2 |
“ 90,0 | 2,0 |
Овальность наружной поверхности (кроме кругов без посадочного отверстия) для : | |
до 100 включ. | 0,6 |
св. 100 ” 250 ” | 1,0 |
” 250 | 1,5 |
Неравномерность высоты для : | |
до 250 включ. | 0,3 |
св. 250 ” 406 ” | 0,4 |
” 406 | 0,5 |
Смещение оси отверстия от номинального расположения для : | |
до 100 включ. | 0,4 |
св. 100 ” 250 ” | 0,5 |
” 250 | 0,6 |
4.5 Допуски радиального и торцового биений* круга должны соответствовать указанным в таблице 4.
_______________
* С 1 января 2005 г.
Таблица 4
В миллиметрах
Наружный диаметр | Допуск радиального и торцового биений |
До 125 включ. | 0,5 |
Св. 125 ” 300 ” | 0,8 |
” 300 ” 762 ” | 1,0 |
” 762 | 1,2 |
4.6 Допуск выпуклости плоскостей круга* не должен превышать допуска неравномерности высоты круга.
_______________
* С 1 января 2005 г.
4.7 Круги не должны иметь трещин и расслоений.
4.8 Повреждения кромок не допускаются длиной и шириной более 3 мм в количестве более двух — для кругов диаметрами до 400 мм; длиной более 5 мм шириной более 3 мм в количестве более четырех — для кругов диаметрами свыше 400 мм.
4.9 Круги следует изготовлять следующих степеней твердости:
— для кругов на глифталевой связке;
— для кругов на бакелитовой связке;
— для кругов на вулканитовой связке.
Примечания
1 Степени твердости кругов на вулканитовой связке — по техническому документу, утвержденному в установленном порядке.
2 Обозначения степеней твердости по настоящему стандарту и применявшиеся ранее приведены в приложении .
4.10 Круги на вулканитовой связке следует изготовлять со звуковым индексом (ЗИ) 21-31.
4.11 Круги следует изготовлять классов неуравновешенности 1-4 по ГОСТ 3060.
4.12 Предельная рабочая скорость должна быть, м/с:
25, 32, 40 — для кругов на вулканитовой и бакелитовой связках;
25, 32, 40, 50 — для кругов на глифталевой связке.
Требования безопасности по ГОСТ 12.3.028 и ГОСТ 30513.
4.13 Параметры шероховатости обработанной поверхности указаны в таблице 5.
Таблица 5
Характеристика круга | Режим обработки | Параметр шероховатости обработанной поверхности , мкм, не более | |||
Обрабатываемый материал | Рабочая скорость, м/с | Продольная подача, м/мин | Охлаждающая жидкость | ||
63СМ40 NBE | Сталь 40Х51-59 по ГОСТ 5950 | 27 | 0,76 | Вода — 98,7%, нитрит натрия — 0,3%, триэтанол- амин — 1,0% | 0,10 |
25АМ28КВ | Сталь 9ХВ по ГОСТ 5950 | 30 | 3,0 | Вода | 0,16 |
14A40-HPR | Сталь Р6М5 по ГОСТ 19265 | 18 | 0,1-0,2 | — | 0,80 |
4.14 На этикетке круга должны быть четко нанесены:
— товарный знак и наименование предприятия-изготовителя;
— страна-изготовитель, юридический адрес;
— условное обозначение круга (для 300 мм допускается не наносить класс неуравновешенности, обозначение стандарта);
— номер партии или дата выпуска (месяц и год);
— штамп ОТК;
— знак соответствия для сертифицированной продукции;
— область применения круга;
— предельная частота вращения круга, мин;
— знаки безопасности М01, М04 по ГОСТ Р 12.4.026;
— штриховой код (при наличии).
Примечания
1 До 1 января 2005 г. допускается наносить сведения по 4.12 на торцовую поверхность круга.
2 В условном обозначении круга допускается использовать обозначение зернистости по ГОСТ 3647, приложение 6.
3 Интервал звуковых индексов следует наносить в количестве не более трех.
4 Номер партии или дату выпуска, а также штамп ОТК допускается наносить на индивидуальную упаковку.
4.15 Круги с 750 мм упаковывают в картонные коробки. В коробку упаковывают круги одного размера, одной характеристики и одной партии.
Круги с 750 мм упаковывают в деревянную обрешетку. При этом стопка кругов предварительно обертывается полиэтиленовой пленкой.
Допускается упаковывать круги в термоусадочную пленку.
4.16 На коробку или обрешетку должна быть наклеена этикетка, содержащая:
— товарный знак и наименование предприятия-изготовителя;
— страну-изготовитель, юридический адрес;
— условное обозначение круга;
— дату изготовления;
— штамп ОТК.
5 Правила приемки
5.1 Для контроля соответствия кругов требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль и периодические испытания по ГОСТ 15.309.
5.2 Объем выборки при приемочном контроле: 4.7, 4.8-100%; 3.1, 4.3-4.6, 4.9-4.11-10% от партии, но не менее 5 шт., 4.12-1% от партии, но не менее 3 шт. — для кругов с рабочей скоростью до 32 м/с, 5% от партии, но не менее 5 шт. — для кругов с рабочей скоростью свыше 32 м/с.
5.3 Объем периодических испытаний по 4.13 — не менее 5 шт. от партии, не реже одного раза в год.
6 Методы контроля
6.1 Контроль размеров следует проводить с применением универсальных средств измерений.
6.2 Твердость кругов на глифталевой и бакелитовой связках следует контролировать по ГОСТ 18118, при этом глубины лунок должны соответствовать значениям, указанным в таблице 6.
Таблица 6
В миллиметрах
Вид связки | Обозначение степени твердости | Глубина лунки при давлении воздуха в камере прибора 0,15 МПа (0,05 МПа) |
От 6,5 до 5,5 | ||
Св. 5,5 ” 4,5 | ||
Глифталевая | ” 4,5 ” 3,0 | |
“ 3,0 ” 1,5 | ||
Бакелитовая | (От 3,5 до 2,2) |
6.3 Контроль твердости кругов на вулканитовой связке — по техническому документу, утвержденному в установленном порядке.
6.4 Контроль звуковых индексов — по ГОСТ 25961.
6.5 Контроль неуравновешенности кругов — по ГОСТ 3060.
Примечание — Контроль неуравновешенности кругов с 250 мм допускается не проводить.
6.6 Испытания кругов на механическую прочность — по ГОСТ 12.3.028 и ГОСТ 30513.
7 Транспортирование и хранение
7.1 Транспортирование и хранение — по ГОСТ 27595.
ПРИЛОЖЕНИЕ А (обязательное). Обозначения степеней твердости по настоящему стандарту и применявшиеся ранее
ПРИЛОЖЕНИЕ А
(обязательное)
По ГОСТ Р | Применявшиеся ранее |
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2003
Источник
Маркировка кругов – интернет-магазин ВсеИнструменты.ру
Содержание
- Размер круга
- Скорость вращения
- Форма круга
- Вид абразива
- Зернистость шлифовального круга
- Твердость круга
- Структура круга для шлифования
- Вид связки
- Класс точности
- Класс неуравновешенности
- Другие обозначения на шлифовальных кругах
Круги для заточных и шлифовальных станков применяются для самых разных работ. Одними снимают краску и ржавчину с металлических заготовок. Другие нужны для заточки ножей, лезвий топоров, пильных цепей и дисков. Третьими проводят финишную обработку поверхности. Как разобраться в многообразии оснастки и выбрать подходящую? Расшифруем условные обозначения и прочитаем маркировку, которую производитель размещает на упаковке или самом изделии.
Как расшифровывается маркировка шлифовальных кругов
На первый взгляд все просто. Нужно посмотреть параметры оборудования, и будет понятно, какая оснастка к нему подходит. Учитывается и вид предстоящих работ. Однако надо иметь в виду, что производители используют две системы маркировки. Одни ориентируются на советский ГОСТ, другие – на современный ГОСТ Р. Мы опишем каждый пункт маркировки шлифовальных кругов отдельно и укажем, как он обозначается в разных ГОСТах.
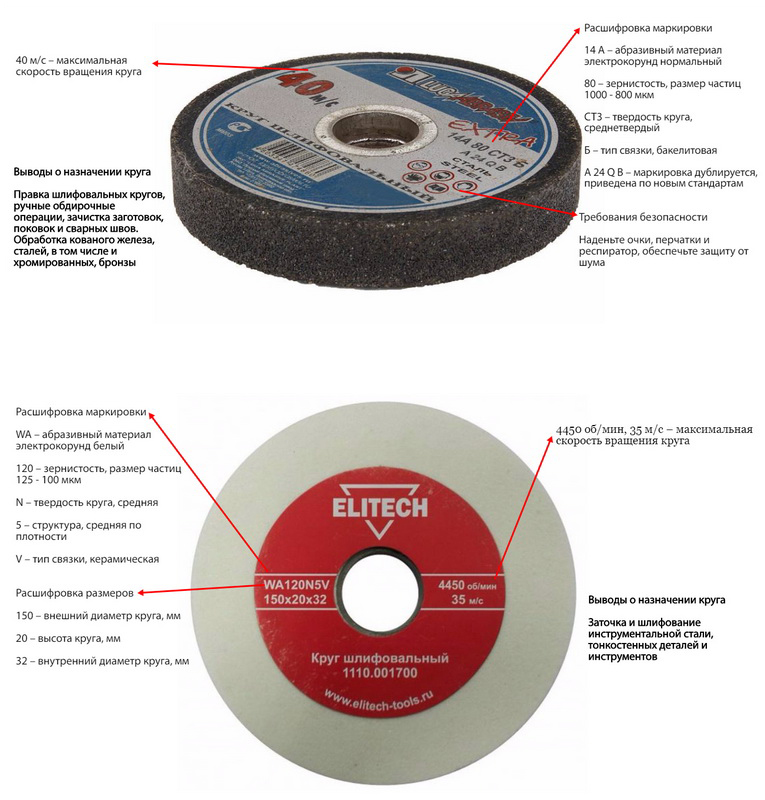
1. Размер круга
Указывается в названии шлифовального круга и дублируется на упаковке. Например, в названии круг шлифовальный 175х20х32 мм цифры означают следующее: 175 мм – это наружный диаметр, 20 мм – высота круга, 32 мм – внутренний, посадочный диаметр. Станки рассчитаны на работу с кругами определенных размеров. Эти требования, как правило, есть в инструкции к оборудованию, и их нужно учитывать в первую очередь.
2. Скорость вращения
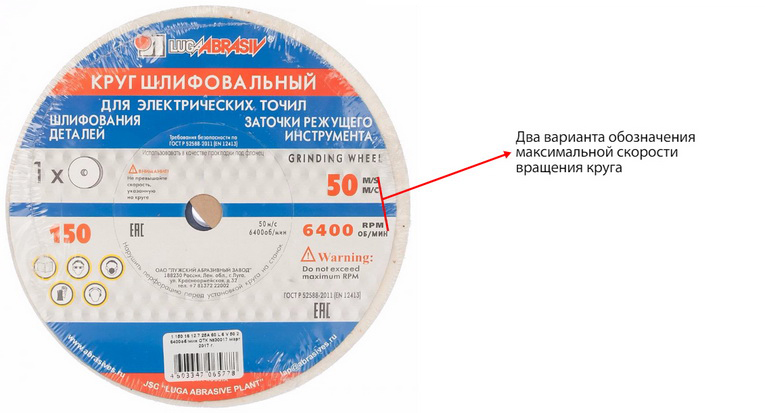
Зависит от прочности круга. Он должен выдержать скорость, которую придаст ему шлифовальный или заточный станок. Если оснастка будет недостаточно прочной, ее износ произойдет быстро, и совсем скоро придется покупать новую. Производители указывают на кругах максимально допустимую скорость вращения оснастки в двух единицах измерения – м/с и об./мин.
Как в маркировке кругов обозначается скорость вращения
3. Форма круга
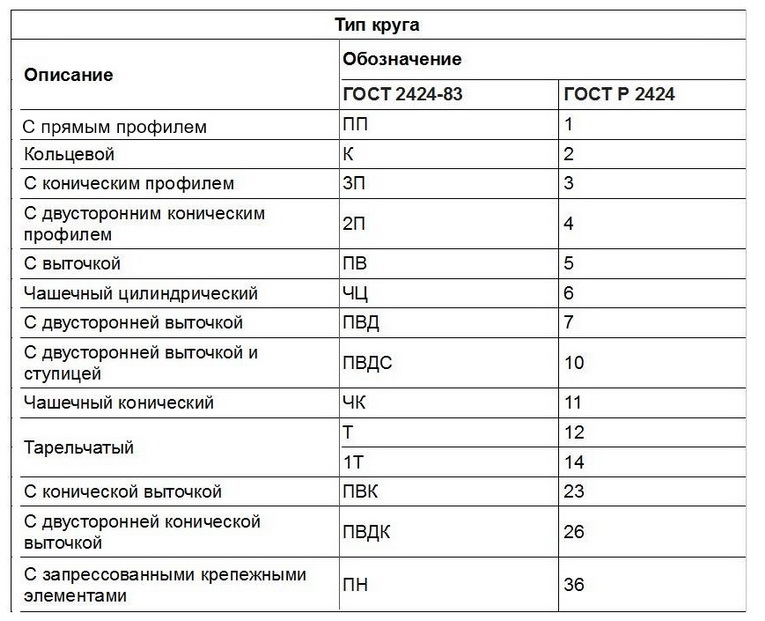
Определяет характер работы, которую можно выполнять этой оснасткой. Кругом с прямым профилем выправляют лезвия ножей. Круг конического профиля нужен для пильных цепей и дисков. Существуют 14 форм оснастки. По старым стандартам форма круга обозначается буквами и числами, по современным – только числами. Один из вариантов маркировки чаще всего есть в названии. Пример числовой маркировки: круг шлифовальный 1 – изделие, которое имеет прямой профиль.
Формы шлифовальных кругов и их маркировка
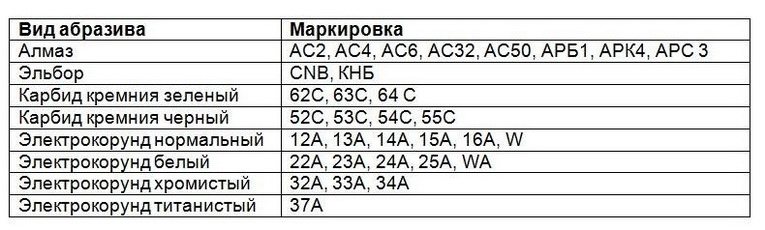
4. Вид абразива
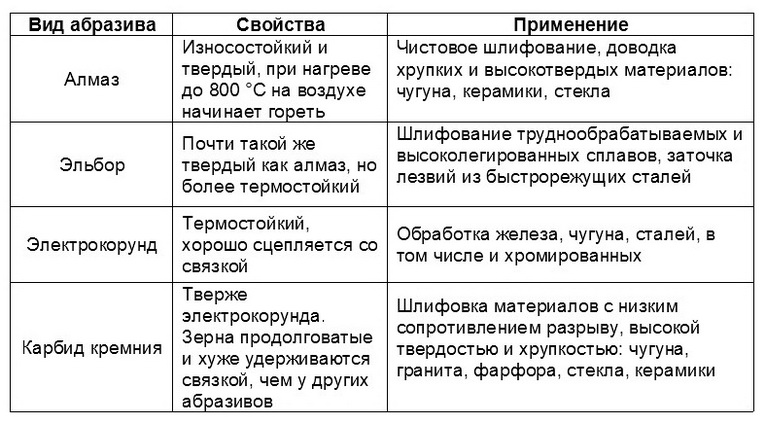
Абразивный материал – мельчайшее зерно с острыми кромками, которое снимает с заготовки слой за слоем. От свойств частиц зависит, какой станет поверхность после обработки – гладкой или шероховатой. Основные качества абразивных материалов – это твердость, устойчивость к механическим воздействиям, высоким температурам и химикатам.
Виды абразивов, их свойства и маркировка
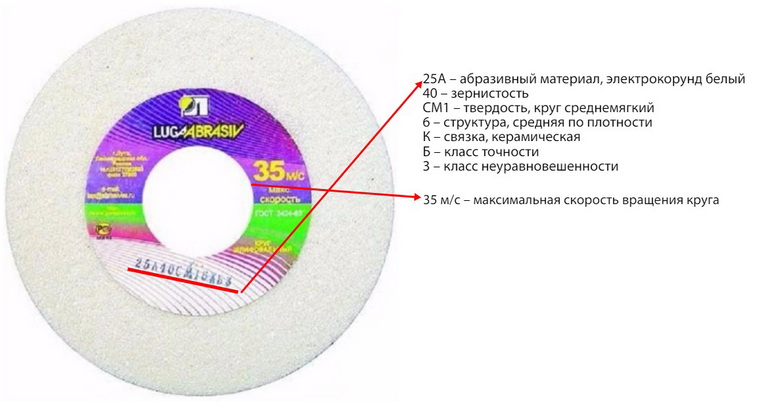
У каждого материала есть подвиды, которые отличаются друг от друга по параметрам и в работе проявляют себя по-разному. Например, электрокорунд нормальный состоит из 93 – 96% оксида алюминия, а его разновидность – электрокорунд белый имеет в своем составе до 98 – 99% этого вещества. Поэтому он тверже и обладает повышенной абразивной способностью и хрупкостью. Шлифование такой оснасткой проходит качественнее, прижогов металла меньше. Обозначается этот материал как 22 А или иначе – 23А, 24А или 25А. Чем больше числовое значение, тем прочнее и качественнее зерно.
Маркировка абразивов
5. Зернистость шлифовального круга
Показывает размер абразивов и измеряется в микронах. Чем однороднее частицы по размеру, тем качественнее обрабатывается поверхность. Существуют две системы маркировки шлифовальных кругов по этому параметру. В советском ГОСТ 3647-80 применяется числовая система обозначений. Цифрой 1 обозначается размер зерна в 10 мкм. Если зернистость круга 40, то размер зерен составляет 400 мкм. Новый ГОСТ Р 52381-2005 повторяет систему маркировки FEPA, принятую во всем мире. В ней зернистость обозначается буквой F с числом. Чем выше числовое значение, тем мельче абразивные частицы. Например, маркировка F70 означает, что размер зерен составляет 200 – 250 мкм, а F40 говорит о том, что размер равен 400 – 500 мкм.
Обычно зернистость выбирают в зависимости от обрабатываемого материала, нужной шероховатости заготовки, толщины снимаемого слоя. Например, сначала проводят черновую шлифовку кругом с крупной зернистостью, затем оснасткой с мелким зерном проводят чистовую обработку.
6. Твердость круга
Обозначает способность связки сопротивляться выкрашиванию зерен и говорит об износоустойчивости оснастки. Зерно должно полностью выработать свой ресурс и только затем выпасть из связки, открыв следующий слой абразива.
Степень твердости в маркировке шлифовальных кругов

Наиболее распространены круги средней твердости. Но все же выбор зависит от предстоящей задачи: каким оборудованием и какой материал предстоит обрабатывать. Ошибка в выборе скажется на качестве работ. Недостаточно твердая оснастка быстро выработает свой ресурс. Если же твердость будет слишком высока, на обрабатываемой поверхности появятся трещины или прижоги.
7. Структура круга для шлифования
Показывает пропорции смешивания абразива и связки. Чем больше зерен, тем выше плотность. Чем больше связки, тем больше пространства между абразивными кристаллами и тем более пористой будет структура круга.
Типы структуры круга в маркировке

Выбор оснастки по этому параметру зависит от материала, который предстоит обрабатывать. Оснасткой с плотной структурой шлифуют твердые материалы и проводят абразивную обрезку. Кругами с высокопористой структурой обрабатывают цветные металлы и сплавы с высокой вязкостью.
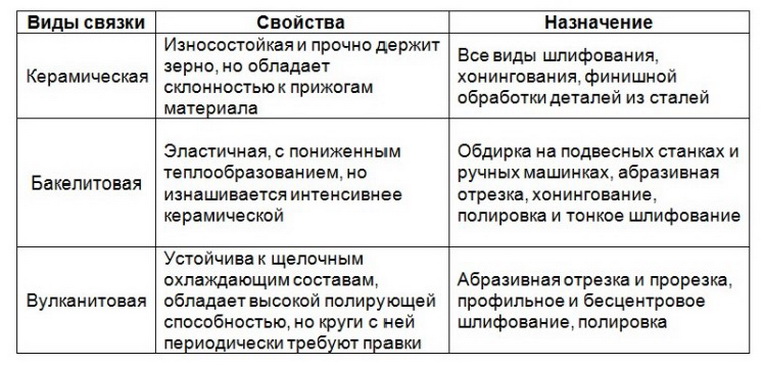
8. Вид связки
Связка бывает бакелитовой, керамической и вулканитовой. Состав связки влияет на характеристики и сферу применения шлифовальной оснастки.
Виды и свойства связок
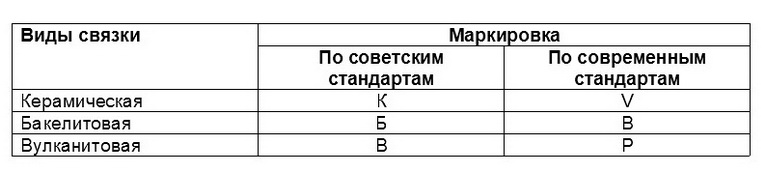
Обозначение связки в маркировке шлифовальных кругов
9. Класс точности
Показывает степень соответствия оснастки заявленной геометрической форме и размерам. Здесь же оценивается однородность абразивных зерен, их сорт и уравновешенность рабочей поверхности. Существуют три класса точности, которые указываются в маркировке шлифовальных кругов.
АА – высокоточные круги для многорукавных станков и автоматизированных линий.
А – точно выполненная оснастка для работы с большинством оборудования, например, в цехах или крупных мастерских.
Б – наименее качественная оснастка для бытовых и полупрофессиональных станков.
10. Класс неуравновешенности
От выверенности геометрической формы зависит сбалансированность круга. Если зерно и связка тщательно перемешаны и равномерно распределены по рабочей поверхности, то на ней не будет слишком тяжелых или слишком легких участков. Соответственно, вращаться круг будет равномерно, качество обработки поверхности окажется выше. Существуют четыре класса неуравновешенности, где к первому классу относятся наиболее уравновешенные круги. Кроме качества обработки этот параметр влияет на срок службы оборудования. Чем лучше оснастка, тем меньше изнашиваются узлы станка.
Соотношение классов точности и неуравновешенности

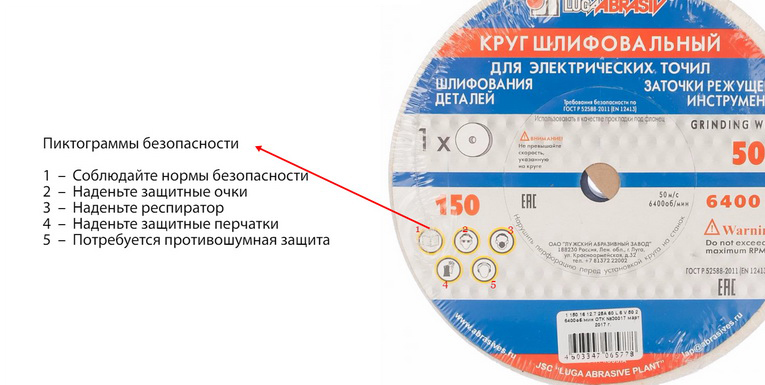
11. Другие обозначения на шлифовальных кругах
На оснастке часто размещают изображения с требованиями техники безопасности.
Расшифровка пиктограмм
Как видите, маркировка шлифовальных кругов дает исчерпывающую информацию о работе с ними. Примените новые знания на практике.
Как читать маркировку
Теперь вы знаете, как читать маркировку шлифовального круга, чтобы получить всю информацию о нем. Но если вопросы все же остались, перед покупкой оснастки проконсультируйтесь с менеджером ВсеИнструменты.ру по телефону 8 800 550-37-51. Он поможет вам сделать правильный выбор. Заказывайте подходящую оснастку прямо сейчас!
Источник
ГОСТ Р 51967-2002
ГОСТ Р 51967-2002
Группа Г25
ОКС 25.100.70
ОКП 39 8200-39 8400
1 РАЗРАБОТАН ОАО “Научно-производственный комплекс “Абразивы и шлифование”
ВНЕСЕН Техническим комитетом по стандартизации ТК 95 “Инструмент”
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 4 декабря 2002 г. N 443-ст
3 Раздел I, пункты 4.2, 4.9 и 4.12 соответствуют требованиям международного стандарта ИСО 525-99 “Продукция абразивная. Основные положения”.
Пункты 4.2, 4.9 и 4.12 соответствуют европейскому стандарту ЕН 12413-99 “Требования безопасности для абразивной продукции на связке”
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт распространяется на полировальные круги на бакелитовой (), вулканитовой () и глифталевой () связках.
Требования, изложенные в разделах 4-7 (кроме 4.2, 4.13, 5.2, 5.3), являются обязательными, остальные — рекомендуемыми.
Обязательные требования, обеспечивающие безопасность жизни и здоровья граждан, изложены в 4.12.
Стандарт может быть использован для целей сертификации полировальных кругов.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.3.028-82 Система стандартов безопасности труда. Процессы обработки абразивным и эльборовым инструментом. Требования безопасности
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 3060-86 Круги шлифовальные. Допустимые неуравновешенные массы и метод их измерения
ГОСТ 3647-80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля
ГОСТ 5950-73 Прутки и полосы из инструментальной легированной стали. Технические условия
ГОСТ 18118-79 Инструмент абразивный. Измерение твердости пескоструйным методом
ГОСТ 19265-73 Полосы и прутки из быстрорежущей стали. Технические условия
ГОСТ 25961-83 Инструмент абразивный. Акустический метод контроля физико-механических свойств
ГОСТ 27595-88 Материалы шлифовальные и инструменты абразивные. Упаковка, маркировка, транспортирование и хранение
ГОСТ 30513-97 Инструмент абразивный и алмазный. Методы испытаний на безопасность
ГОСТ Р 12.4.026-2001 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
3 Размеры
3.1 Размеры кругов должны соответствовать указанным на рисунке 1 и в таблице 1.
Рисунок 1
Рисунок 1
Таблица 1
В миллиметрах
Наружный диаметр | Высота | Диаметр посадочного отверстия Н13 |
63 | 3,2; 6,0; 8,0; 10,0; 13,0; 16,0; 20,0 | 16 |
80 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0 | 20 |
100 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0 | 10; 13; 16; 20 |
115 | 20,0; 25,0 | 20; 32 |
125 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 40,0 | 32 |
150 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 40,0 | 32; 76 (76,2) |
180 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0 | 32; 76 (76,2) |
200 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0 | 32; 76 (76,2) |
250 | 6,0; 8,0; 10,0; 13,0; 16,0; 20,0; 25,0; 32,0; 40,0 | 32; 76 (76,2); 127 |
300 | 20,0; 40,0; 50,0; 63,0; 80,0; 100,0 | 32; 127 |
350 (356) | 8,0; 32,0; 40,0; 50,0; 100,0; 187,0 | 32; 127; 203 (203,2) |
400 (406) | 32,0; 40,0; 50,0; 63,0; 80,0; 90,0 | 127; 203 (203,2) |
450 (457) | 40,0; 50,0; 63,0; 80,0 | 127; 203 (203,2) |
500 (508) | 16,0; 20,0; 32,0; 40,0; 50,0; 80,0; 100,0; 125,0 | 305 (304,8) |
600 (610) | 40,0; 50,0; 63,0; 80,0; 90,0 | 305 (304,8) |
750 (762) | 40,0; 50,0; 63,0; 80,0 | 305 (304,8) |
900 (914) | 63,0; 80,0 | 305 (304,8) |
Примечания | ||
1 Размеры, заключенные в скобках, применять не рекомендуется. | ||
2 По заказу потребителя допускается изготовлять круги размерами, отличными от указанных в таблице. | ||
3 Круги с =300 мм и =20,0 мм; с =350 мм и =40 мм; с =500 мм и =32,0 мм допускается изготовлять без посадочного отверстия. | ||
3.2 Круги с =80 и 250 мм и =3,2 мм; с D=300 мм и =6,0; 8,0; 10,0; 13,0; 16,0; 25,0; 32,0 мм следует изготовлять без посадочного отверстия.
Пример условного обозначения полировального круга с наружным диаметром =200 мм, высотой =20,0 мм, диаметром посадочного отверстия =32 мм, из нормального электрокорунда марки 14 , зернистостью 25-, степенью твердости , на вулканитовой связке с предельной рабочей скоростью 25 м/с, 2-го класса неуравновешенности:
Круг полировальный 200 х 20,0 х 32 14А 25-Н М R 25 м/с 2 кл. ГОСТ Р 51967-2002
4 Технические требования
4.1 Круги следует изготовлять в соответствии с требованиями настоящего стандарта, по рабочим чертежам, утвержденным в установленном порядке.
4.2 Круги могут быть изготовлены из электрокорундовых () и (или) карбидкремниевых () материалов зернистостями 40— () по ГОСТ 3647.
4.3 Точность изготовления кругов должна соответствовать нормам, указанным в таблице 2.
Таблица 2
В миллиметрах
Размер | Предельное отклонение | Размер | Предельное отклонение |
Наружный диаметр : | Высота : | ||
до 125 включ. | ±2,0 | до 5,0 включ. | ±0,4 |
св. 125 » 300 « | ±3,2 | св. 5,0 ” 16,0 ” | ±0,8 |
» 300 » 508 « | ±5,0 | ” 16,0 ” 50,0 ” | ±1,5 |
» 508 | ±8,0 | ” 50,0 | ±2,5 |
4.4 Допуски формы и расположения поверхностей* должны соответствовать нормам, указанным в таблице 3.
_______________
* До 1 января 2005 г.
Таблица 3
В миллиметрах
Форма и расположение поверхностей | Допуск |
Конусообразность наружной поверхности (кроме кругов без посадочного отверстия) для : | |
до 40,0 включ. | 0,6 |
св. 40,0 ” 90,0 ” | 1,2 |
“ 90,0 | 2,0 |
Овальность наружной поверхности (кроме кругов без посадочного отверстия) для : | |
до 100 включ. | 0,6 |
св. 100 ” 250 ” | 1,0 |
” 250 | 1,5 |
Неравномерность высоты для : | |
до 250 включ. | 0,3 |
св. 250 ” 406 ” | 0,4 |
” 406 | 0,5 |
Смещение оси отверстия от номинального расположения для : | |
до 100 включ. | 0,4 |
св. 100 ” 250 ” | 0,5 |
” 250 | 0,6 |
4.5 Допуски радиального и торцового биений* круга должны соответствовать указанным в таблице 4.
_______________
* С 1 января 2005 г.
Таблица 4
В миллиметрах
Наружный диаметр | Допуск радиального и торцового биений |
До 125 включ. | 0,5 |
Св. 125 ” 300 ” | 0,8 |
” 300 ” 762 ” | 1,0 |
” 762 | 1,2 |
4.6 Допуск выпуклости плоскостей круга* не должен превышать допуска неравномерности высоты круга.
_______________
* С 1 января 2005 г.
4.7 Круги не должны иметь трещин и расслоений.
4.8 Повреждения кромок не допускаются длиной и шириной более 3 мм в количестве более двух — для кругов диаметрами до 400 мм; длиной более 5 мм шириной более 3 мм в количестве более четырех — для кругов диаметрами свыше 400 мм.
4.9 Круги следует изготовлять следующих степеней твердости:
— для кругов на глифталевой связке;
— для кругов на бакелитовой связке;
— для кругов на вулканитовой связке.
Примечания
1 Степени твердости кругов на вулканитовой связке — по техническому документу, утвержденному в установленном порядке.
2 Обозначения степеней твердости по настоящему стандарту и применявшиеся ранее приведены в приложении .
4.10 Круги на вулканитовой связке следует изготовлять со звуковым индексом (ЗИ) 21-31.
4.11 Круги следует изготовлять классов неуравновешенности 1-4 по ГОСТ 3060.
4.12 Предельная рабочая скорость должна быть, м/с:
25, 32, 40 — для кругов на вулканитовой и бакелитовой связках;
25, 32, 40, 50 — для кругов на глифталевой связке.
Требования безопасности по ГОСТ 12.3.028 и ГОСТ 30513.
4.13 Параметры шероховатости обработанной поверхности указаны в таблице 5.
Таблица 5
Характеристика круга | Режим обработки | Параметр шероховатости обработанной поверхности , мкм, не более | |||
Обрабатываемый материал | Рабочая скорость, м/с | Продольная подача, м/мин | Охлаждающая жидкость | ||
63СМ40 NBE | Сталь 40Х51-59 по ГОСТ 5950 | 27 | 0,76 | Вода — 98,7%, нитрит натрия — 0,3%, триэтанол- амин — 1,0% | 0,10 |
25АМ28КВ | Сталь 9ХВ по ГОСТ 5950 | 30 | 3,0 | Вода | 0,16 |
14A40-HPR | Сталь Р6М5 по ГОСТ 19265 | 18 | 0,1-0,2 | — | 0,80 |
4.14 На этикетке круга должны быть четко нанесены:
— товарный знак и наименование предприятия-изготовителя;
— страна-изготовитель, юридический адрес;
— условное обозначение круга (для 300 мм допускается не наносить класс неуравновешенности, обозначение стандарта);
— номер партии или дата выпуска (месяц и год);
— штамп ОТК;
— знак соответствия для сертифицированной продукции;
— область применения кр?