
Структура абразивного инструмента твердость связки
Содержание статьи
Твердость и структура абразивного инструмента
Твердость
Под определением твердости понимают сопротивление связки силам, способствующим вырыванию зерен из абразивного круга.
Технология шлифования не преследует цели создания «вечного» абразивного круга, т.к. сам эффект шлифования полностью зависит от способности инструмента к «самозатачиванию». «Самозатачивание» инструмента в процессе обработки детали происходит благодаря скалыванию затупившихся абразивных зерен и появлению новых режущих граней, удалению остатков изношенных зерен под действием внешних сил и обнажению нового рабочего слоя.
При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом на работу расходуется большая мощность, изделия нагреваются, на поверхности появляются следы дробления, прижоги и другие дефекты.
При слишком мягком круге связка не оказывает сопротивления выкрашиванию целых зерен из тела круга, что ведет к его быстрому износу, потере правильной формы, нарушению балансировки, появлению вибрации в процессе обработки. В следствии этого трудно получить детали необходимых размеров и форм.
Оба крайних случая ведут к снижению интенсивности съема материала, повышению шероховатости обрабатываемой поверхности.
На выбор твердости влияют следующие факторы :
- физико-механические свойства шлифуемого материала
- величина площади контакта между инструментом и изделием
- мощность электродвигателя
- усилие подачи инструмента
- состояние станка
При выборе твердости круга следует руководствоваться положениями :
1. Твердые материалы скорее истирают абразивные зерна, затупляют их. Удаление затупившихся зерен скорее происходит в сравнительно мягких кругах. Поэтому для обработки твердых материалов следует применять мягкие абразивные инструменты, а для обработки материалов невысокой твердости — более твердые. Исключение составляет медь, алюминий, свинец, нержавеющая и жаропрочная стали, которые шлифуют мягким инструментом. При обработке вязких материалов отходы шлифования заполняют поры круга и он становится не пригодным для работы. Тогда правка круга необходима, хотя абразивные зерна в этом случае могут быть еще очень острыми.
2. С увеличением площади контакта между кругом и изделием давление на единицу круга уменьшается и, следовательно, обновление затупившихся зерен затрудняется. В этом случае следует использовать более мягкий инструмент.
3. Чем больше окружная скорость круга при прочих неизменных условиях, тем более мягкий инструмент следует применять. При интенсивных режимах работы, при большой скорости изделия и поперечной подаче применяются более твердые круги.
4. Для предварительных операций применяются более твердые инструменты, чем для чистовых.
5. При шлифовании всухую следует использовать более мягкие круги, чем при работе с охлаждением.
6. При шлифовании неровных, прерывистых поверхностей применяют более твердые инструменты, чем при шлифовании ровных поверхностей.
7. На автоматических станках устойчивых и жестких конструкций со спокойным ходом шпинделя применяются более мягкие круги, чем на станках с ручными подачами.
8. Мелкозернистые инструменты должны быть относительно меньшей твердости, а крупнозернистые — большей.
9. При заточке лезвий закаленных инструментов, при шлифовании и заточке пластинок из твердых сплавов, при обработке поверхностей изделий, плохо отводящих тепло, тонких, с отверстиями (типа труб) и т.п. применяют мягкие шлифовальные круги.
10. При одинаковых условиях шлифования, абразивные инструменты на бакелитовой связке должны быть на две ступени тверже, чем на керамической.
11. Мягкие круги экономичнее твердых, так как реже правятся и позволяют вести обработку в более интенсивных режимах. Однако твердость их не должна быть низкой, чтобы они быстро не изнашивались и не теряли форму.
В обозначении твердости в России используются буквы Русского алфавита и цифры. Буквы — это первая буква слова или аббревиатура, например :
«М» — «мягкий» ; «СТ» — «средней твердости».
Цифры применяются, если в группе, например — «СТ», выделено несколько степеней твердости — чем больше значение цифры, тем тверже (СТ1, СТ2).
За рубежом в обозначении твердости используются буквы латинского алфавита, начиная с «Е», обозначающей самые мягкие круги и далее, по порядку — в сторону увеличения твердости, как представлено на диаграмме :

Таблица 1. Выбор твердости абразивных инструментов в зависимости от вида обработки.
Твердость | Вид обработки |
ВТ1-ЧТ2 | Правка абразивных инструментов. |
СТ2-Т2 | Обдирочные операции, ведущиеся вручную (обработка крупных отливок и поковок). |
С2-СТ2 | Предварительное круглое наружное шлифование и бесцентровое шлифование сталей (преимущественно незакаленных) и ковкого чугуна. Бакелитовая связка. |
С1-СТ1 | Плоское шлифование сегментами и кольцевыми кругами на бакелитовой связке. |
С2-СТ2 | Хонингование и резьбошлифование кругами на бакелитовой связке. |
СМ1-С2 | Чистовое и комбинированное круглое, наружное, бесцентровое и внутреннее шлифование стали, плоское шлифование периферией круга, резьбошлифование с крупным шагом. |
С1-С2 | Заточка режущих инструментов вручную |
СМ1-СМ2 | Заточка режущих инструментов с механической или автоматической подачей. |
М2-СМ2 | Плоское шлифование торцом круга. |
М2-М3 | Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов. |
Структура
Структура представляет собой отношение объема абразивного зерна в теле инструмента к объему материала связки и свободных пор, обозначается числом от 1 до 12. Чем больше число, тем пористей круг.
Структуры 3-4 называются закрытыми и представляют плотные низкопористые круги, применяемые там, где требуется сохранить профиль круга.
Открытые структуры 6-12, высокопористые круги используются в интенсивных операциях и выделяют меньше тепла. Рекомендуются для обработки материалов, чувствительных к теплу. Используются при шлифовании волокнистых материалов таких как резина или дерево.
Объемное содержание абразивного зерна в круге :
60% — 0 структура ;
58% — 1 структура ;
56% — 2 структура ;
54% — 3 структура ;
52% — 4 структура ;
50% — 5 структура ;
48% — 6 структура ;
46% — 7 структура ;
44% — 8 структура ;
42% — 9 структура ;
40% — 10 структура ;
38% — 11 структура ;
36% — 12 структура.
Таблица 2. Выбор структуры абразивных инструментов в зависимости от вида обработки.
Номер структуры | Вид обработки |
3-4 | Фасонное шлифование при необходимости сохранить профиль круга, шлифование при больших и переменных нагрузках. |
5-6 | Круглое наружное шлифование, бесцентровое шлифование, плоское шлифование периферией круга и заточка инструмента, отрезка. |
7-9 | Плоское шлифование торцом круга, внутреннее шлифование. |
8-10 | Шлифование и заточка инструмента. |
8-12 | Резьбошлифование мелкозернистыми кругами. |
Источник
Общая характеристика абразивного инструмента
Абразивный инструмент, применяемый в лесопильно-деревообрабатывающих производствах, по назначению можно разделить на два вида: инструмент в виде шлифовальных шкурок для резания древесины и древесных материалов путем шлифования с целью получения поверхностей с высокой степенью гладкости под прозрачную и непрозрачную отделку, зачистки и снятия провесов в столярных изделиях; инструмент в виде шлифовальных кругов, головок, брусков для заточки и доводки дереворежущего инструмента шлифованием.
Шлифовальные круги в свою очередь подразделяются на обычные и алмазные. Обычные шлифовальные круги применяются для заточки инструмента из инструментальных сталей а алмазные — твердосплавного инструмента. Режущим элементом любого абразивного инструмента является шлифовальное зерно. Для шлифования необходимо, чтобы шлифовальные зерна были более высокой твердости, чем обрабатываемый материал. Ho при этом они должны обладать достаточной вязкостью — способностью сопротивляться ударам и давлению. Твердость абразивных зерен оценивают по шкале Мооса. За единицу твердости по шкале Мооса принята твердость наиболее мягкого минерала — талька. Наиболее твердый минерал — алмаз. Его твердость равна 10. Абразивные инструменты характеризуются материалом шлифовальных зерен, связкой, зернистостью, твердостью, структурой, формой, размерами.
Материал шлифовальных зерен
Абразивные материалы бывают естественного и искусственного происхождения. Из естественных материалов наиболее широко применяются для изготовления абразивного инструмента алмаз, корунд, наждак, кремень, кварц и др.
Алмаз (А) представляет собой чистый углерод и встречается в виде небольших кристаллов различной формы. Он обладает наибольшей твердостью и износостойкостью из всех известных в природе веществ. В настоящее время широко начинает использоваться II искусственный алмаз, который по твердости не уступает естественному.
Корунд (E) — природный минерал, состоящий в основном из кристаллической окиси алюминия. Зерно корунда используют для шлифовальных кругов на органической связке. Твердость корунда 8,5 единицы.
Наждак (H) — горная порода, содержащая до 65% корунда и примеси других минералов. Наждак является наиболее качественным шлифовальным материалом и идет на изготовление шлифовальных порошков. Твердость 7,5 единицы.
Кварц (KB) представляет собой минерал, состоящий главным образом из кристаллического кремнезема. Его применяют при изготовлении шлифовальных кругов и брусков для заточки ручного инструмента. Твердость кварца 7 единиц.
Из искусственных шлифовальных материалов наибольшее применение нашли: электрокорунд, карбид кремния и карбид бора.
Электрокорунд представляет собой искусственный корунд, полученный электроплавкой материалов (бокситов), богатых окисью алюминия (Аl2О3). В зависимости от количества окиси алюминия различают два вида электрокорунда: нормальный (Э) и белый (ЭБ). Электрокорунд белый является лучшим из видов и имеет более высокую прочность и остроту кромок зерен. Он применяется для изготовления шлифовального инструмента на всех связках, твердость его 9 единиц. Разновидностью электрокорунда является монокорунд (M). При затуплении зерно монокорунда отрывается не сразу, а частями, что способствует уменьшению усилия на резание и нагреву шлифуемых поверхностей.
Карбид кремния (карборунд К) получают путем плавки кварцевого песка с угольным порошком. В зависимости от состава карборунд может иметь зеленую (КЗ) или черную (КЧ) окраску. Карбид кремния зеленый, называемый экстра-карборунд, применяют главным образом для заточки и доводки твердосплавного инструмента. По твердости карборунд уступает только алмазу и карбиду бора.
Карбид бора — продукт, получаемый путем сплавления борной кислоты и нефтяного кокса при высокой температуре. По твердости уступает только алмазу, применяется в виде порошков и паст для доводки твердосплавных инструментов.
Зернистость абразивного инструмента
Зернистость абразивного инструмента характеризуется линейным размером шлифовальных зерен. По ГОСТ 3647—59 для абразивных материалов в зависимости от степени их размельчения устанавливается три группы зернистости: шлифзерно, шлифпорошки и микропорошки, в табл. 30 приведены номера зернистости и размерная характеристика абразивных материалов в зерне.

Чтобы определить размер зерна шлифовального зерна и шлифовальных порошков, необходимо номер зернистости умножить на 10. Размер зерна микропорошков указывается сразу номером его зернистости. Зернистость абразивного материала оказывает большое влияние на производительность и качество обрабатываемой поверхности. Чем крупнее зерно, тем производительнее процесс заточки, но ниже чистота шлифуемой поверхности. Круги с мелким зерном склонны к засаливанию, поэтому они сильно нагревают режущие грани, вызывая их засинение. При выборе зернистости абразивного инструмента нужно руководствоваться следующими правилами: чем больше поверхность соприкосновения инструмента и круга, тем крупнее должно быть зерно; при шлифовании твердых материалов не следует выбирать крупное зерно из-за быстрого выламывания; для грубого, обдирочного шлифования нужно применять крупное зерно, чистового — мелкое зерно.
Связка абразивного инструмента
Назначение связки — прочно держать зерно только до момента потери им режущих свойств. Поэтому от вида связки во многом зависит качество работы шлифовального круга и его свойства. Связки шлифовальных кругов подразделяются на органические и неорганические. К органическим связкам относятся: бакелитовая, вулканитовая, шеллачная и глифталевая; к неорганическим: керамическая, магнезиальная и силикатовая. Наибольшее применение в шлифовальном инструменте для заточки дереворежущего инструмента получили вулканитовая, бакелитовая и керамическая связки.
Вулканитовая связка (В) представляет собой каучук, подвергнутый вулканизации с серой. Связка обладает большой прочностью и эластичностью, благодаря чему круги на ее основе можно изготовлять толщиной до 0,5 мм. Круги имеют высокую плотность и плохо отводят тепло, что при невысокой теплостойкости каучука (до 180° С) приводит к быстрому их засаливанию. Вулканитовые круги применяются при заточке пил.
Бакелитовая связка (Б) изготовляется на основе искусственной фенолформальдегидной смолы (бакелита) и придает кругу значительную прочность и упругость; менее дефицитна, чем вулканитовая, поэтому более распространена. Однако круги с бакелитовой связкой быстрее изнашиваются из-за невысокого сцепления с зерном. При мокром охлаждении необходимо, чтобы в составе эмульсии было не более 1,5% щелочей, так как бакелит в них растворяется.
Керамическая связка (К) состоит из смеси огнеупорной глины, полевого шпата и каолина. Для повышения пластичности и формуемости применяют добавки в виде растворимого стекла, декстрина и др. Круги на керамической связке имеют высокую пористость, хорошо проводят тепло, сохраняют профиль рабочей кромки и теплостойки. Поэтому они пригодны для наибольшего числа операций шлифования. По способу изготовления круги на керамической связке бывают прессованными и литыми. Литые круги более пористые, но менее прочные, чем прессованные. Они работают с охлаждением и без охлаждения. Недостаток кругов на керамической связке — чувствительность к ударам и изгибающим нагрузкам.
Для шлифовальных шкурок в качестве связки применяют клеи, главным образом мездровые, костные или альбуминовые.
Твердость абразивного инструмента
Под твердостью абразивного инструмента понимается сопротивляемость связки вырыванию абразивных зерен с поверхности инструмента под влиянием внешних усилий. Таким образом, твердость абразивных зерен и твердость абразивного инструмента (исключая шлифовальные шкурки) — разные понятия. Если связка очень прочно удерживает зерна в круге, круг считается твердым, если слабо — мягким, независимо от шкалы твердости самих зерен. Шкала твердости по ГОСТ 3751—47 приведена в табл. 31.

Цифры 1, 2, 3 справа от буквенного обозначения в подразделениях твердости характеризуют твердость абразивного инструмента в порядке ее возрастания. Абразивный инструмент на вулканитовой связке выпускается только следующих твердостей: CM, С, CT и Т. Твердость определяется одним из трех методов: с помощью пескоструйного прибора, твердомера Роквелла (по красной шкале) или прибором АОТ-4, методом высверливания лунки.
При выборе шлифовальных кругов по твердости необходимо руководствоваться следующими правилами: чем тверже шлифуемый материал, тем мягче должен быть круг, и наоборот; чем больше контакт шлифуемого материала с кругом, тем мягче должен быть последний; при шлифовании с охлаждением круги необходимо брать большей твердости, чем при сухом шлифовании; чем выше окружная скорость шлифовального круга, тем мягче следует брать круг и наоборот. Прочность прикрепления абразивных зерен к основе шлифовальных шкурок испытывают путем перегибания их рабочей стороной внутрь. При этом абразивные зерна не должны осыпаться или отделяться в месте сгиба.
Структура абразивного инструмента
Под структурой круга понимается состав абразивного инструмента, определяемый объемным соотношением зерен, связки и пор. Количество абразивного зерна в круге по объему колеблется в зависимости от структуры в пределах 35—60%. Структуры с содержанием зерна 54—60% называются плотными закрытыми (№ 1, 2, 3, 4), 46—52% — средними (№ 5, 6, 7, 8) и 35—44% — открытыми (№ 9, 10, И, 12). В высокопористых кругах с малым количеством зерна поры могут достигать 2—3 мм. Круги с открытой структурой меньше поджигают инструмент при заточке, меньше изнашиваются, более производительны и рекомендуются для заточки инструмента из инструментальных сталей. У шлифовальных шкурок абразивные зерна наносятся на основу одним слоем, а плотность его определяется количеством зерен и клея, приходящимся на единицу поверхности шкурки. Различают плотную и редкую насыпку. Шкурки с плотной насыпкой применяются для окончательного шлифования поверхностей под отделку, с редкой насыпкой — для шлифования влажной, смолистой древесины, снятия провесов и зачистки столярных изделий.
Источник
Маркировка заточных кругов
Содержание
- Размер круга
- Скорость вращения
- Форма круга
- Вид абразива
- Зернистость шлифовального круга
- Твердость круга
- Структура круга для шлифования
- Вид связки
- Класс точности
- Класс неуравновешенности
- Другие обозначения на шлифовальных кругах
Круги для заточных и шлифовальных станков применяются для самых разных работ. Одними снимают краску и ржавчину с металлических заготовок. Другие нужны для заточки ножей, лезвий топоров, пильных цепей и дисков. Третьими проводят финишную обработку поверхности. Как разобраться в многообразии оснастки и выбрать подходящую? Расшифруем условные обозначения и прочитаем маркировку, которую производитель размещает на упаковке или самом изделии.
Как расшифровывается маркировка шлифовальных кругов
На первый взгляд все просто. Нужно посмотреть параметры оборудования, и будет понятно, какая оснастка к нему подходит. Учитывается и вид предстоящих работ. Однако надо иметь в виду, что производители используют две системы маркировки. Одни ориентируются на советский ГОСТ, другие – на современный ГОСТ Р. Мы опишем каждый пункт маркировки шлифовальных кругов отдельно и укажем, как он обозначается в разных ГОСТах.
1. Размер круга
Указывается в названии шлифовального круга и дублируется на упаковке. Например, в названии круг шлифовальный 175х20х32 мм цифры означают следующее: 175 мм – это наружный диаметр, 20 мм – высота круга, 32 мм – внутренний, посадочный диаметр. Станки рассчитаны на работу с кругами определенных размеров. Эти требования, как правило, есть в инструкции к оборудованию, и их нужно учитывать в первую очередь.
2. Скорость вращения
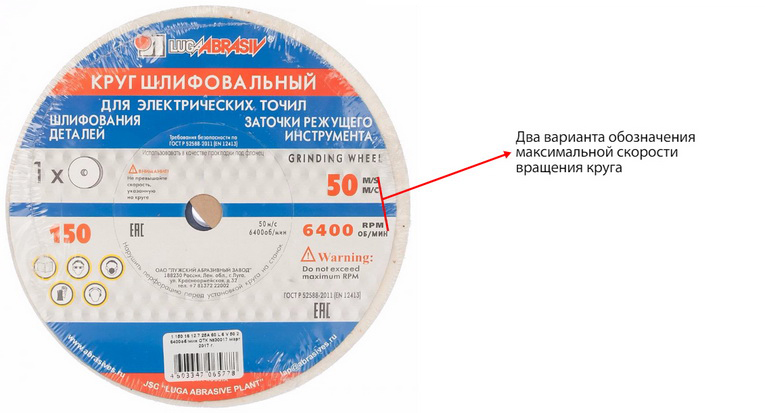
Зависит от прочности круга. Он должен выдержать скорость, которую придаст ему шлифовальный или заточный станок. Если оснастка будет недостаточно прочной, ее износ произойдет быстро, и совсем скоро придется покупать новую. Производители указывают на кругах максимально допустимую скорость вращения оснастки в двух единицах измерения – м/с и об./мин.
Как в маркировке кругов обозначается скорость вращения
3. Форма круга
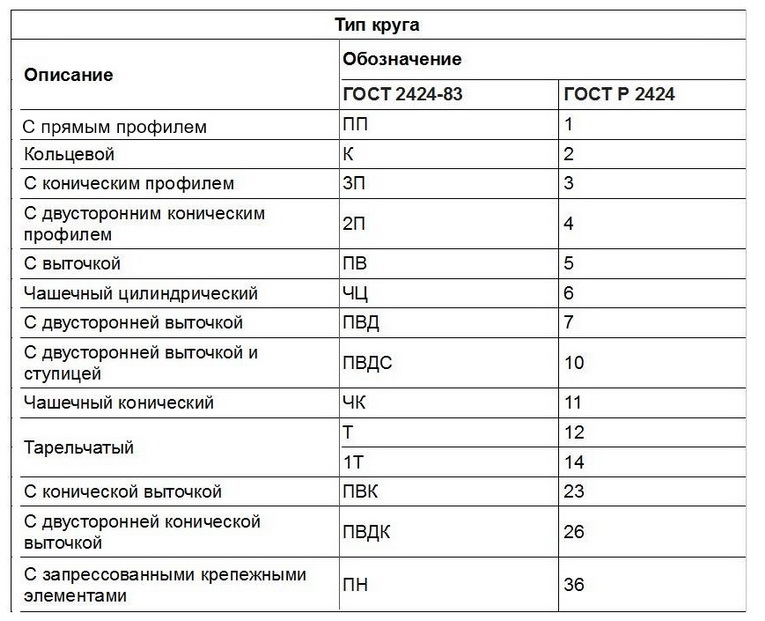
Определяет характер работы, которую можно выполнять этой оснасткой. Кругом с прямым профилем выправляют лезвия ножей. Круг конического профиля нужен для пильных цепей и дисков. Существуют 14 форм оснастки. По старым стандартам форма круга обозначается буквами и числами, по современным – только числами. Один из вариантов маркировки чаще всего есть в названии. Пример числовой маркировки: круг шлифовальный 1 – изделие, которое имеет прямой профиль.
Формы шлифовальных кругов и их маркировка
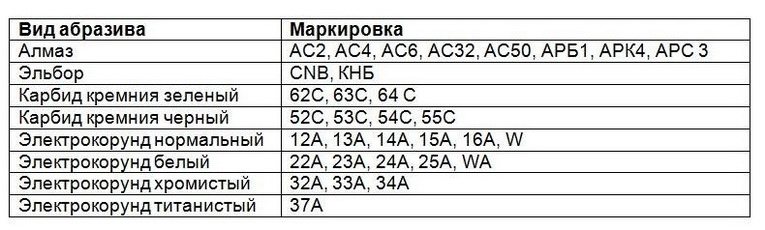
4. Вид абразива
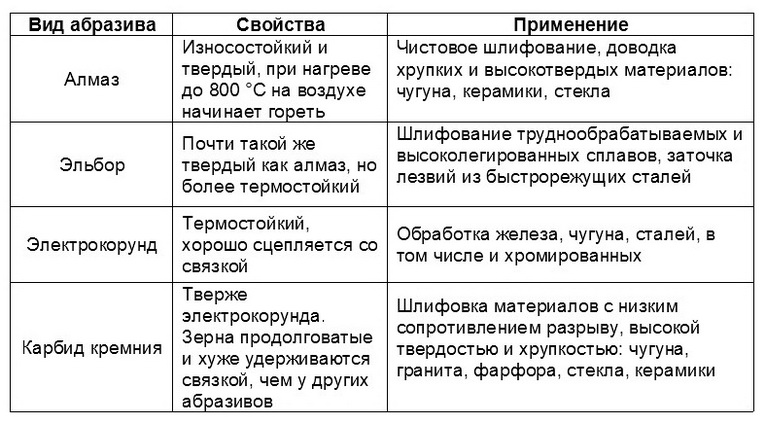
Абразивный материал – мельчайшее зерно с острыми кромками, которое снимает с заготовки слой за слоем. От свойств частиц зависит, какой станет поверхность после обработки – гладкой или шероховатой. Основные качества абразивных материалов – это твердость, устойчивость к механическим воздействиям, высоким температурам и химикатам.
Виды абразивов, их свойства и маркировка
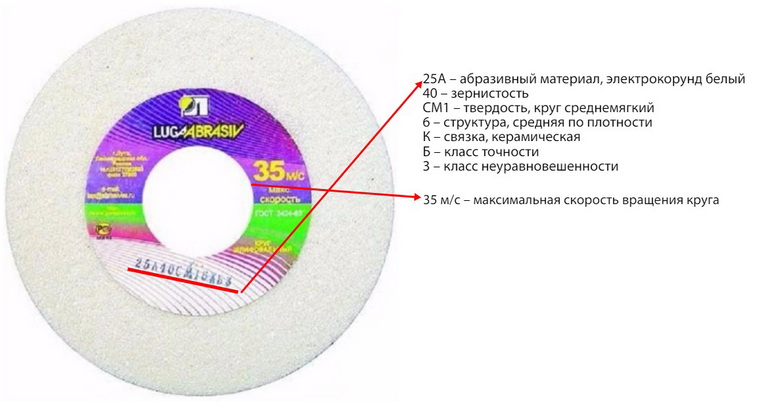
У каждого материала есть подвиды, которые отличаются друг от друга по параметрам и в работе проявляют себя по-разному. Например, электрокорунд нормальный состоит из 93 – 96% оксида алюминия, а его разновидность – электрокорунд белый имеет в своем составе до 98 – 99% этого вещества. Поэтому он тверже и обладает повышенной абразивной способностью и хрупкостью. Шлифование такой оснасткой проходит качественнее, прижогов металла меньше. Обозначается этот материал как 22 А или иначе – 23А, 24А или 25А. Чем больше числовое значение, тем прочнее и качественнее зерно.
Маркировка абразивов
5. Зернистость шлифовального круга
Показывает размер абразивов и измеряется в микронах. Чем однороднее частицы по размеру, тем качественнее обрабатывается поверхность. Существуют две системы маркировки шлифовальных кругов по этому параметру. В советском ГОСТ 3647-80 применяется числовая система обозначений. Цифрой 1 обозначается размер зерна в 10 мкм. Если зернистость круга 40, то размер зерен составляет 400 мкм. Новый ГОСТ Р 52381-2005 повторяет систему маркировки FEPA, принятую во всем мире. В ней зернистость обозначается буквой F с числом. Чем выше числовое значение, тем мельче абразивные частицы. Например, маркировка F70 означает, что размер зерен составляет 200 – 250 мкм, а F40 говорит о том, что размер равен 400 – 500 мкм.
Обычно зернистость выбирают в зависимости от обрабатываемого материала, нужной шероховатости заготовки, толщины снимаемого слоя. Например, сначала проводят черновую шлифовку кругом с крупной зернистостью, затем оснасткой с мелким зерном проводят чистовую обработку.
6. Твердость круга
Обозначает способность связки сопротивляться выкрашиванию зерен и говорит об износоустойчивости оснастки. Зерно должно полностью выработать свой ресурс и только затем выпасть из связки, открыв следующий слой абразива.
Степень твердости в маркировке шлифовальных кругов

Наиболее распространены круги средней твердости. Но все же выбор зависит от предстоящей задачи: каким оборудованием и какой материал предстоит обрабатывать. Ошибка в выборе скажется на качестве работ. Недостаточно твердая оснастка быстро выработает свой ресурс. Если же твердость будет слишком высока, на обрабатываемой поверхности появятся трещины или прижоги.
7. Структура круга для шлифования
Показывает пропорции смешивания абразива и связки. Чем больше зерен, тем выше плотность. Чем больше связки, тем больше пространства между абразивными кристаллами и тем более пористой будет структура круга.
Типы структуры круга в маркировке

Выбор оснастки по этому параметру зависит от материала, который предстоит обрабатывать. Оснасткой с плотной структурой шлифуют твердые материалы и проводят абразивную обрезку. Кругами с высокопористой структурой обрабатывают цветные металлы и сплавы с высокой вязкостью.
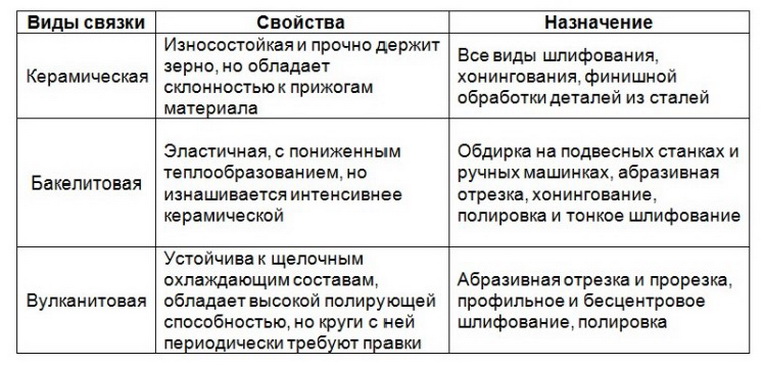
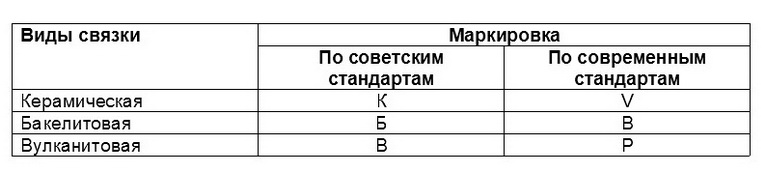
8. Вид связки
Связка бывает бакелитовой, керамической и вулканитовой. Состав связки влияет на характеристики и сферу применения шлифовальной оснастки.
Виды и свойства связок
Обозначение связки в маркировке шлифовальных кругов
9. Класс точности
Показывает степень соответствия оснастки заявленной геометрической форме и размерам. Здесь же оценивается однородность абразивных зерен, их сорт и уравновешенность рабочей поверхности. Существуют три класса точности, которые указываются в маркировке шлифовальных кругов.
АА – высокоточные круги для многорукавных станков и автоматизированных линий.
А – точно выполненная оснастка для работы с большинством оборудования, например, в цехах или крупных мастерских.
Б – наименее качественная оснастка для бытовых и полупрофессиональных станков.
10. Класс неуравновешенности
От выверенности геометрической формы зависит сбалансированность круга. Если зерно и связка тщательно перемешаны и равномерно распределены по рабочей поверхности, то на ней не будет слишком тяжелых или слишком легких участков. Соответственно, вращаться круг будет равномерно, качество обработки поверхности окажется выше. Существуют четыре класса неуравновешенности, где к первому классу относятся наиболее уравновешенные круги. Кроме качества обработки этот параметр влияет на срок службы оборудования. Чем лучше оснастка, тем меньше изнашиваются узлы станка.
Соотношение классов точности и неуравновешенности

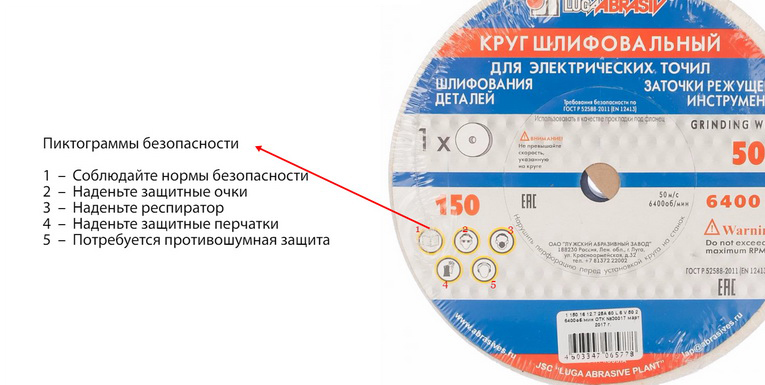
11. Другие обозначения на шлифовальных кругах
На оснастке часто размещают изображения с требованиями техники безопасности.
Расшифровка пиктограмм
Как видите, маркировка шлифовальных кругов дает исчерпывающую информацию о работе с ними. Примените новые знания на практике.
Как читать маркировку
Теперь вы знаете, как читать маркировку шлифовального круга, чтобы получить всю информацию о нем. Но если вопросы все же остались, перед покупкой оснастки проконсультируйтесь с менеджером ВсеИнструменты.ру по телефону 8 800 550-37-51. Он поможет вам сделать правильный выбор. Заказывайте подходящую оснастку прямо сейчас!
Источник