
Связки абразивных кругов структуры и твердость кругов
Содержание статьи
Связка шлифовальных кругов — Виды и типы связок шлифовальных кругов
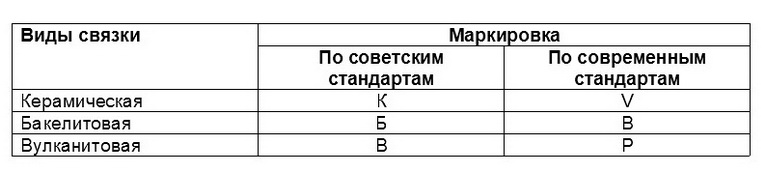
Связка шлифовальных кругов – это связующее вещество, при помощи которого абразивные зерна шлифовального инструмента соединяются в массу высокой прочности. Использование при изготовлении шлифовальных кругов связок различного характера влияет на прочность оборудования, тип материала и вид работ, в которых его применение будет максимально эффективным. Тип применяемой связки обозначается на инструменте при помощи латинских букв или кириллицы. Чтобы его определить, следует посмотреть на пятое обозначение в маркировке шлифовального круга, которое идет после маркировки используемого абразива, зернистости, твердости и структуры. К примеру, в обозначении 25A 60 K 6 V 2, латинская буква «V» обозначает использование керамической связки.
Типы связок шлифовальных кругов
При изготовлении абразивного инструмента используют два основных вида связок – неорганическую и органическую. К неорганическим связкам шлифовальных кругов относят изготовленные из веществ минерального происхождения – металлическую, силикатную, керамическую, магнезиальную. Их получают путем термической обработки материалов. В результате происходит химическая реакция и образуется связующий материал с высокой прочностью.
К органическим связкам относят бакелитовую, вулканитовую, грифталевую, эпоксидную и поливинилформалевую, которые изготавливаются из природных материалов.
Каждая связка имеет свои преимущества, которые необходимо изучить перед началом выполнения шлифовальных и полировочных работ.
Неорганическая связка
Как уже было сказано, неорганические связующие материалы основаны на использовании синтетических материалов, подданных термическому воздействию. Постараемся подробнее описать преимущества, технологию производства, структуру и маркировку каждого типа связки.
Керамическая
Керамическая связка по своей структуре являет собой соединение элементов, среди которых огнеупорная глина, полевой шпат, кварц, которые при обработке в термической печи образовывают стеклоподобное или фарфороподобное вещество. Стекловидные абразивы отличаются большей прочностью. Маркируются латинской буквой V, хотя сегодня по-прежнему используется и старая маркировка буквой К. Свойства этого типа связки позволяют использовать её при изготовлении кругов из электрокорунда и карбида кремния. Используется инструмент на керамической связке в широком спектре ответственных шлифовальных работ, но ввиду высокой хрупкости материала, не рекомендуется его применение для выполнения шлифования, в процессе которого диск с большой силой прижимается к обрабатываемой поверхности.
Металлическая
Применяется для соединения абразивов из алмаза и эльбора. В структуру металлической связки включают различные металлы: вольфрам и кобальт, железо и никель, медь и олово. Шлифовальные круги со связкой этого типа маркируются буквой М и обычно имеют светло-серый оттенок. Подобный инструмент используется при обработке деревянных, каменных, керамических и композитных поверхностей.
Силикатная
В структуру силикатной связки входит жидкое стекло, которое смешивается с окисленным цинком, а также мелом и глиной. Абразивные зерна в таком инструменте быстро затупляются, жидкое стекло не в состоянии обеспечить достаточно прочную связь. Применение такого типа связки целесообразно при работе с быстронагревающимися поверхностями, так как она выделяет совсем немного тепла и не требует охлаждения. Обозначается буквой С.
Магнезиальная
В состав магнезиальной связки входит смесь каустического магнезита и хлористого магния. Инструмент на таком типе связки имеет нераспространенное применение в шлифовании, так как материал не обеспечивает однородность абразивных зерен, они быстро затупляются. Поэтому используется она только при сухом шлифовании на скорости не более 20 м/с. Маркировка – буква М.
Органическая связка
Бакелитовая
В ее структуру входит бакелит жидкой или порошкообразной консистенции. Бакелит – это смола с высоким уровнем прочности и эластичности, что делает её идеальным средством для выполнения чистового шлифования. К недостаткам относят ее быстрый перегрев, поэтом не рекомендуется применять абразивный инструмент на бакелитовой основе при работе с материалами, нагревающимися до температуры свыше трехсот градусов по Цельсию. Также рекомендуется использовать жидкость для охлаждения. Маркируется латинской буквой В или русской Б.
Вулканитовая
Вулканитовая связка изготавливается из каучука, к которому добавляют серу и другие элементы. Формируется при прессовании каучука с примесями. Абразивные зерна, скрепленные такой связкой, не выдерживают высоких температур и размягчаются, поэтому рекомендуется использование при отрезных работах на низкой температуре. Маркировка – русская буква В.
Грифталевая
Грифталевая связка производится при химическом соединении глицерина и фталевого ангидрида. В результате получается материал, напоминающий канифоль. Наиболее эффективным применение инструмента на грифталевой связки будет при финальном шлифовании поверхностей, доведения их до идеального состояния. Маркировка – буква Г.
Таким образом, тип связки определяется перед началом работы в зависимости от ее вида, типа обрабатываемой поверхности, температуры нагревания.
Посмотрите также:
- Связка абразивных материалов
- Монолитный абразив
- Состав абразивных кругов
- Хранение абразивных кругов
- Плотность абразивных кругов
- Вес шлифовальных кругов
- Твердость шлифовальных кругов
- Характеристики абразивных кругов
- Структура шлифовальных кругов
Источник
Маркировка кругов – интернет-магазин ВсеИнструменты.ру
Содержание
- Размер круга
- Скорость вращения
- Форма круга
- Вид абразива
- Зернистость шлифовального круга
- Твердость круга
- Структура круга для шлифования
- Вид связки
- Класс точности
- Класс неуравновешенности
- Другие обозначения на шлифовальных кругах
Круги для заточных и шлифовальных станков применяются для самых разных работ. Одними снимают краску и ржавчину с металлических заготовок. Другие нужны для заточки ножей, лезвий топоров, пильных цепей и дисков. Третьими проводят финишную обработку поверхности. Как разобраться в многообразии оснастки и выбрать подходящую? Расшифруем условные обозначения и прочитаем маркировку, которую производитель размещает на упаковке или самом изделии.
Как расшифровывается маркировка шлифовальных кругов
На первый взгляд все просто. Нужно посмотреть параметры оборудования, и будет понятно, какая оснастка к нему подходит. Учитывается и вид предстоящих работ. Однако надо иметь в виду, что производители используют две системы маркировки. Одни ориентируются на советский ГОСТ, другие – на современный ГОСТ Р. Мы опишем каждый пункт маркировки шлифовальных кругов отдельно и укажем, как он обозначается в разных ГОСТах.
1. Размер круга
Указывается в названии шлифовального круга и дублируется на упаковке. Например, в названии круг шлифовальный 175х20х32 мм цифры означают следующее: 175 мм – это наружный диаметр, 20 мм – высота круга, 32 мм – внутренний, посадочный диаметр. Станки рассчитаны на работу с кругами определенных размеров. Эти требования, как правило, есть в инструкции к оборудованию, и их нужно учитывать в первую очередь.
2. Скорость вращения
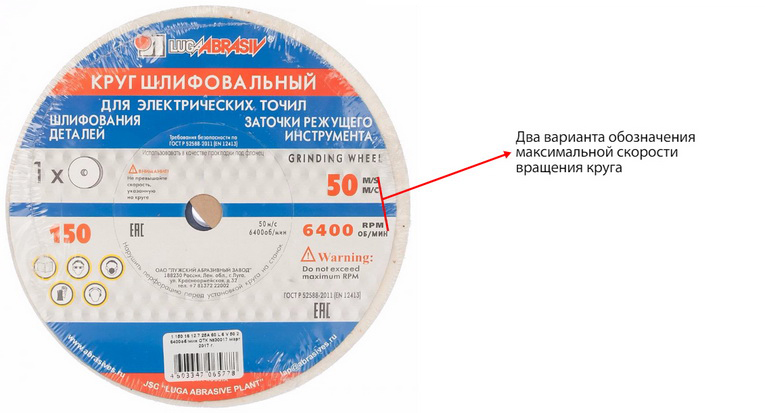
Зависит от прочности круга. Он должен выдержать скорость, которую придаст ему шлифовальный или заточный станок. Если оснастка будет недостаточно прочной, ее износ произойдет быстро, и совсем скоро придется покупать новую. Производители указывают на кругах максимально допустимую скорость вращения оснастки в двух единицах измерения – м/с и об./мин.
Как в маркировке кругов обозначается скорость вращения
3. Форма круга
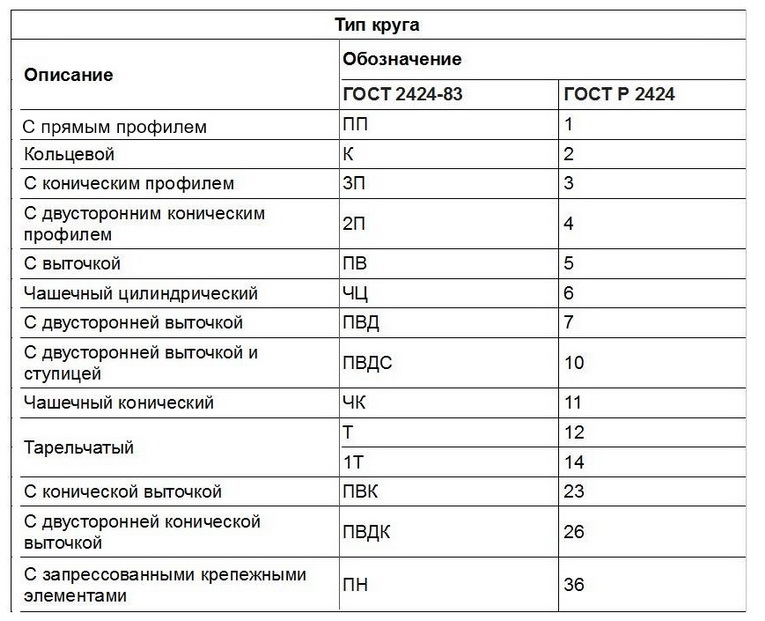
Определяет характер работы, которую можно выполнять этой оснасткой. Кругом с прямым профилем выправляют лезвия ножей. Круг конического профиля нужен для пильных цепей и дисков. Существуют 14 форм оснастки. По старым стандартам форма круга обозначается буквами и числами, по современным – только числами. Один из вариантов маркировки чаще всего есть в названии. Пример числовой маркировки: круг шлифовальный 1 – изделие, которое имеет прямой профиль.
Формы шлифовальных кругов и их маркировка
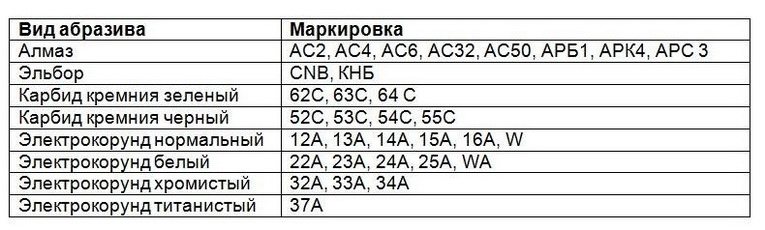
4. Вид абразива
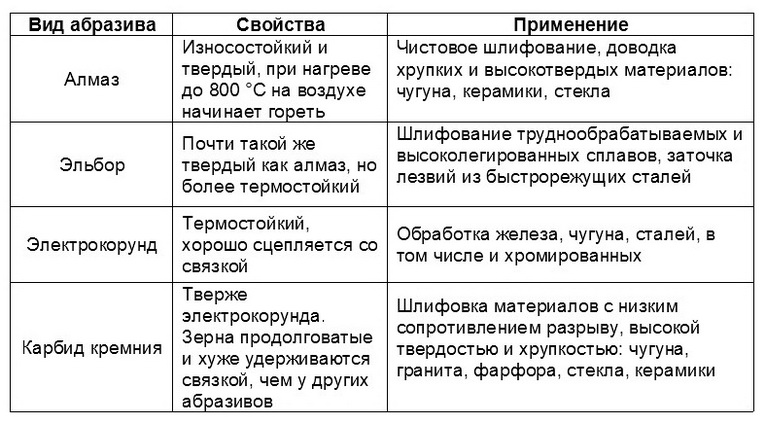
Абразивный материал – мельчайшее зерно с острыми кромками, которое снимает с заготовки слой за слоем. От свойств частиц зависит, какой станет поверхность после обработки – гладкой или шероховатой. Основные качества абразивных материалов – это твердость, устойчивость к механическим воздействиям, высоким температурам и химикатам.
Виды абразивов, их свойства и маркировка
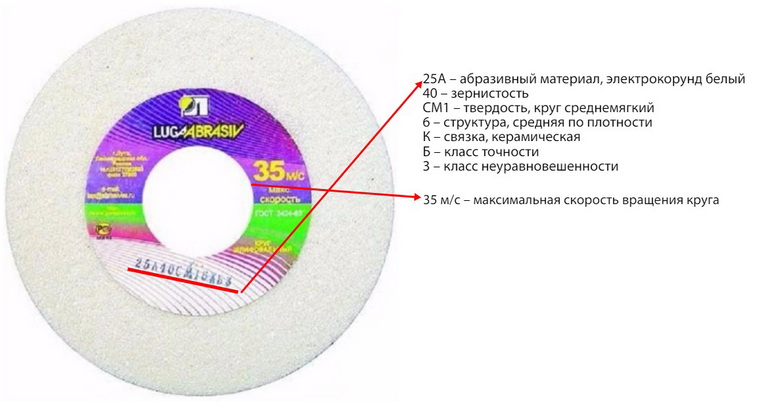
У каждого материала есть подвиды, которые отличаются друг от друга по параметрам и в работе проявляют себя по-разному. Например, электрокорунд нормальный состоит из 93 – 96% оксида алюминия, а его разновидность – электрокорунд белый имеет в своем составе до 98 – 99% этого вещества. Поэтому он тверже и обладает повышенной абразивной способностью и хрупкостью. Шлифование такой оснасткой проходит качественнее, прижогов металла меньше. Обозначается этот материал как 22 А или иначе – 23А, 24А или 25А. Чем больше числовое значение, тем прочнее и качественнее зерно.
Маркировка абразивов
5. Зернистость шлифовального круга
Показывает размер абразивов и измеряется в микронах. Чем однороднее частицы по размеру, тем качественнее обрабатывается поверхность. Существуют две системы маркировки шлифовальных кругов по этому параметру. В советском ГОСТ 3647-80 применяется числовая система обозначений. Цифрой 1 обозначается размер зерна в 10 мкм. Если зернистость круга 40, то размер зерен составляет 400 мкм. Новый ГОСТ Р 52381-2005 повторяет систему маркировки FEPA, принятую во всем мире. В ней зернистость обозначается буквой F с числом. Чем выше числовое значение, тем мельче абразивные частицы. Например, маркировка F70 означает, что размер зерен составляет 200 – 250 мкм, а F40 говорит о том, что размер равен 400 – 500 мкм.
Обычно зернистость выбирают в зависимости от обрабатываемого материала, нужной шероховатости заготовки, толщины снимаемого слоя. Например, сначала проводят черновую шлифовку кругом с крупной зернистостью, затем оснасткой с мелким зерном проводят чистовую обработку.
6. Твердость круга
Обозначает способность связки сопротивляться выкрашиванию зерен и говорит об износоустойчивости оснастки. Зерно должно полностью выработать свой ресурс и только затем выпасть из связки, открыв следующий слой абразива.
Степень твердости в маркировке шлифовальных кругов

Наиболее распространены круги средней твердости. Но все же выбор зависит от предстоящей задачи: каким оборудованием и какой материал предстоит обрабатывать. Ошибка в выборе скажется на качестве работ. Недостаточно твердая оснастка быстро выработает свой ресурс. Если же твердость будет слишком высока, на обрабатываемой поверхности появятся трещины или прижоги.
7. Структура круга для шлифования
Показывает пропорции смешивания абразива и связки. Чем больше зерен, тем выше плотность. Чем больше связки, тем больше пространства между абразивными кристаллами и тем более пористой будет структура круга.
Типы структуры круга в маркировке

Выбор оснастки по этому параметру зависит от материала, который предстоит обрабатывать. Оснасткой с плотной структурой шлифуют твердые материалы и проводят абразивную обрезку. Кругами с высокопористой структурой обрабатывают цветные металлы и сплавы с высокой вязкостью.
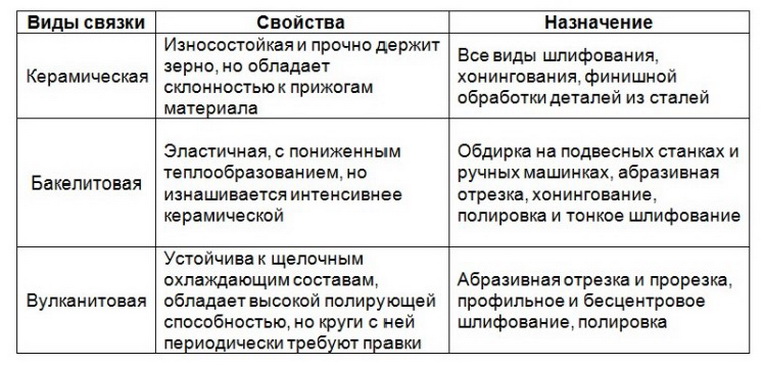
8. Вид связки
Связка бывает бакелитовой, керамической и вулканитовой. Состав связки влияет на характеристики и сферу применения шлифовальной оснастки.
Виды и свойства связок
Обозначение связки в маркировке шлифовальных кругов
9. Класс точности
Показывает степень соответствия оснастки заявленной геометрической форме и размерам. Здесь же оценивается однородность абразивных зерен, их сорт и уравновешенность рабочей поверхности. Существуют три класса точности, которые указываются в маркировке шлифовальных кругов.
АА – высокоточные круги для многорукавных станков и автоматизированных линий.
А – точно выполненная оснастка для работы с большинством оборудования, например, в цехах или крупных мастерских.
Б – наименее качественная оснастка для бытовых и полупрофессиональных станков.
10. Класс неуравновешенности
От выверенности геометрической формы зависит сбалансированность круга. Если зерно и связка тщательно перемешаны и равномерно распределены по рабочей поверхности, то на ней не будет слишком тяжелых или слишком легких участков. Соответственно, вращаться круг будет равномерно, качество обработки поверхности окажется выше. Существуют четыре класса неуравновешенности, где к первому классу относятся наиболее уравновешенные круги. Кроме качества обработки этот параметр влияет на срок службы оборудования. Чем лучше оснастка, тем меньше изнашиваются узлы станка.
Соотношение классов точности и неуравновешенности

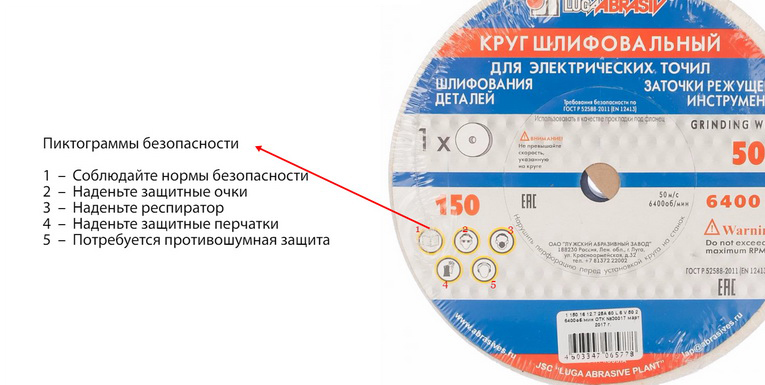
11. Другие обозначения на шлифовальных кругах
На оснастке часто размещают изображения с требованиями техники безопасности.
Расшифровка пиктограмм
Как видите, маркировка шлифовальных кругов дает исчерпывающую информацию о работе с ними. Примените новые знания на практике.
Как читать маркировку
Теперь вы знаете, как читать маркировку шлифовального круга, чтобы получить всю информацию о нем. Но если вопросы все же остались, перед покупкой оснастки проконсультируйтесь с менеджером ВсеИнструменты.ру по телефону 8 800 550-37-51. Он поможет вам сделать правильный выбор. Заказывайте подходящую оснастку прямо сейчас!
Источник
Твердость и структура абразивного инструмента
Твердость
Под определением твердости понимают сопротивление связки силам, способствующим вырыванию зерен из абразивного круга.
Технология шлифования не преследует цели создания «вечного» абразивного круга, т.к. сам эффект шлифования полностью зависит от способности инструмента к «самозатачиванию». «Самозатачивание» инструмента в процессе обработки детали происходит благодаря скалыванию затупившихся абразивных зерен и появлению новых режущих граней, удалению остатков изношенных зерен под действием внешних сил и обнажению нового рабочего слоя.
При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом на работу расходуется большая мощность, изделия нагреваются, на поверхности появляются следы дробления, прижоги и другие дефекты.
При слишком мягком круге связка не оказывает сопротивления выкрашиванию целых зерен из тела круга, что ведет к его быстрому износу, потере правильной формы, нарушению балансировки, появлению вибрации в процессе обработки. В следствии этого трудно получить детали необходимых размеров и форм.
Оба крайних случая ведут к снижению интенсивности съема материала, повышению шероховатости обрабатываемой поверхности.
На выбор твердости влияют следующие факторы :
- физико-механические свойства шлифуемого материала
- величина площади контакта между инструментом и изделием
- мощность электродвигателя
- усилие подачи инструмента
- состояние станка
При выборе твердости круга следует руководствоваться положениями :
1. Твердые материалы скорее истирают абразивные зерна, затупляют их. Удаление затупившихся зерен скорее происходит в сравнительно мягких кругах. Поэтому для обработки твердых материалов следует применять мягкие абразивные инструменты, а для обработки материалов невысокой твердости — более твердые. Исключение составляет медь, алюминий, свинец, нержавеющая и жаропрочная стали, которые шлифуют мягким инструментом. При обработке вязких материалов отходы шлифования заполняют поры круга и он становится не пригодным для работы. Тогда правка круга необходима, хотя абразивные зерна в этом случае могут быть еще очень острыми.
2. С увеличением площади контакта между кругом и изделием давление на единицу круга уменьшается и, следовательно, обновление затупившихся зерен затрудняется. В этом случае следует использовать более мягкий инструмент.
3. Чем больше окружная скорость круга при прочих неизменных условиях, тем более мягкий инструмент следует применять. При интенсивных режимах работы, при большой скорости изделия и поперечной подаче применяются более твердые круги.
4. Для предварительных операций применяются более твердые инструменты, чем для чистовых.
5. При шлифовании всухую следует использовать более мягкие круги, чем при работе с охлаждением.
6. При шлифовании неровных, прерывистых поверхностей применяют более твердые инструменты, чем при шлифовании ровных поверхностей.
7. На автоматических станках устойчивых и жестких конструкций со спокойным ходом шпинделя применяются более мягкие круги, чем на станках с ручными подачами.
8. Мелкозернистые инструменты должны быть относительно меньшей твердости, а крупнозернистые — большей.
9. При заточке лезвий закаленных инструментов, при шлифовании и заточке пластинок из твердых сплавов, при обработке поверхностей изделий, плохо отводящих тепло, тонких, с отверстиями (типа труб) и т.п. применяют мягкие шлифовальные круги.
10. При одинаковых условиях шлифования, абразивные инструменты на бакелитовой связке должны быть на две ступени тверже, чем на керамической.
11. Мягкие круги экономичнее твердых, так как реже правятся и позволяют вести обработку в более интенсивных режимах. Однако твердость их не должна быть низкой, чтобы они быстро не изнашивались и не теряли форму.
В обозначении твердости в России используются буквы Русского алфавита и цифры. Буквы — это первая буква слова или аббревиатура, например :
«М» — «мягкий» ; «СТ» — «средней твердости».
Цифры применяются, если в группе, например — «СТ», выделено несколько степеней твердости — чем больше значение цифры, тем тверже (СТ1, СТ2).
За рубежом в обозначении твердости используются буквы латинского алфавита, начиная с «Е», обозначающей самые мягкие круги и далее, по порядку — в сторону увеличения твердости, как представлено на диаграмме :

Таблица 1. Выбор твердости абразивных инструментов в зависимости от вида обработки.
Твердость | Вид обработки |
ВТ1-ЧТ2 | Правка абразивных инструментов. |
СТ2-Т2 | Обдирочные операции, ведущиеся вручную (обработка крупных отливок и поковок). |
С2-СТ2 | Предварительное круглое наружное шлифование и бесцентровое шлифование сталей (преимущественно незакаленных) и ковкого чугуна. Бакелитовая связка. |
С1-СТ1 | Плоское шлифование сегментами и кольцевыми кругами на бакелитовой связке. |
С2-СТ2 | Хонингование и резьбошлифование кругами на бакелитовой связке. |
СМ1-С2 | Чистовое и комбинированное круглое, наружное, бесцентровое и внутреннее шлифование стали, плоское шлифование периферией круга, резьбошлифование с крупным шагом. |
С1-С2 | Заточка режущих инструментов вручную |
СМ1-СМ2 | Заточка режущих инструментов с механической или автоматической подачей. |
М2-СМ2 | Плоское шлифование торцом круга. |
М2-М3 | Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов. |
Структура
Структура представляет собой отношение объема абразивного зерна в теле инструмента к объему материала связки и свободных пор, обозначается числом от 1 до 12. Чем больше число, тем пористей круг.
Структуры 3-4 называются закрытыми и представляют плотные низкопористые круги, применяемые там, где требуется сохранить профиль круга.
Открытые структуры 6-12, высокопористые круги используются в интенсивных операциях и выделяют меньше тепла. Рекомендуются для обработки материалов, чувствительных к теплу. Используются при шлифовании волокнистых материалов таких как резина или дерево.
Объемное содержание абразивного зерна в круге :
60% — 0 структура ;
58% — 1 структура ;
56% — 2 структура ;
54% — 3 структура ;
52% — 4 структура ;
50% — 5 структура ;
48% — 6 структура ;
46% — 7 структура ;
44% — 8 структура ;
42% — 9 структура ;
40% — 10 структура ;
38% — 11 структура ;
36% — 12 структура.
Таблица 2. Выбор структуры абразивных инструментов в зависимости от вида обработки.
Номер структуры | Вид обработки |
3-4 | Фасонное шлифование при необходимости сохранить профиль круга, шлифование при больших и переменных нагрузках. |
5-6 | Круглое наружное шлифование, бесцентровое шлифование, плоское шлифование периферией круга и заточка инструмента, отрезка. |
7-9 | Плоское шлифование торцом круга, внутреннее шлифование. |
8-10 | Шлифование и заточка инструмента. |
8-12 | Резьбошлифование мелкозернистыми кругами. |
Источник