
Связки для алмазного сегмента
Содержание статьи
Алмазный инструмент. Основы
30.03.2019 алмазный инструмент, эксперт, порошок алмазный, инструмент
Виды связок алмазного инструмента
| Алмазный инструмент на органических, металлических и гальванических связках. | ||
| Органическая связка | Металлическая связка | Гальваническая связка |
Структура алмазоносного слоя: Алмаз. Органическая связка. Наполнитель. Свойства: Незначительная твёрдость связки. Высокая производительность съёма. Уменьшение времени обработки. Невысокие теплопроводность и термостойкость. Область применения: Круги на органических связках применяются для чистовых и доводочных работ, чистовой заточки и доводки режущего инструмента из твёрдых сплавов, сверхтвёрдых материалов, чистового шлифования и доводки мерительного и медицинского инструмента, доводки деталей из материалов высокой твёрдости. | Структура алмазоносного слоя: Алмаз. Металлическая связка. Свойства: Значительная твёрдость связки. Высокая производительность съёма. Уменьшение времени обработки. Высокие теплопроводность и термостойкость. Область применения: Круги на металлических связках применяются для предварительных операций, требующих съёма сравнительно больших припусков, для заточки твердого сплава, профильного шлифования, резки и шлифования изделий из специальной керамики, труднообрабатываемых материалов. | Структура алмазоносного слоя: Алмаз. Гальваническая связка. Алмазные инструменты на гальванической связке характерезуются одно- или многослойным алмазоникелевым покрытием на опорном металлическом корпусе. Отдельные кристалы азмаза связаны никелиевым слоем, толщина которого соответсвует 2/3 размера зерна. Тем самым обеспечивается надёжная фиксация кристаллов выступающих далеко за поверхность связки и облегчается вывод стружки. Свойства: Высокая режущая способность. Исполнение любой геометрии. Сравнительно низкая цена. Хорошая теплопроводность. Область применения: Круги на гальванических связках применяются для резки и шлифования кремния, германия, и других полупроводниковых материалов, ситала, различных видов технического стекла, фактурной обработки камня. Гальванические связки находят широкое применение для изготовления алмазных головок, различной формы притиров, для изготовления ручного инструмента для доводки штампов из твёрдых сплавов, штамповых и легированных сталей. |
Концентрация алмазного порошка в алмазоносном слое
Концентрация алмазного порошка — весовое содержание алмазов в единице объёма алмазоносного слоя.
Единицей веса алмаза является карат (ct) 1ct=0,2г.
Относительная концентрация алмаза является одной из важнейших характеристик алмазного инструмента, определяющих его режущую способность, производительность, срок службы и стоимость. Выбор концентрации зависит от типа инструмента, формы и размеров рабочей поверхности, зернистости алмазного порошка, износостойкости связки, условий обработки.
При подборе оптимальной концентрации алмаза в алмазоносном слое, действует следующее правило:
— при небольшой контактной поверхности между шлифовальным кругом и обрабатываемой деталью, например при круглой шлифовке, необходимо выбирать высокую концентрацию алмаза.
Благодаря этому обеспечивается износостойкость инструмента, даже при высоких нагрузках.
— большая контактная поверхность требует принятия мер по снижению температуры шлифования и уменьшению усилий шлифования. В этом случае следует использовать низкую концентрацию алмазов.
Круги выпускаются с относительной концентрацией 25%, 50%, 75%, 100% и 150%
Весовое содержание алмазов в алмазоносном слое (ct/см3)
| Относительная концентрация алмаза | 25% | 50% | 75% | 100% | 150% |
| Вес алмаза в каратах на 1см3алмазоносного слоя, (ct/1см3) | 1,1 | 2,2 | 3,3 | 4,4 | 6,6 |
Объёмное содержание алмазов в алмазоносном слое (%)
| Относительная концентрация алмаза | 25% | 50% | 75% | 100% | 150% |
| Объём, занимаемый алмазным порошком, в алмазоносном слое (%) | 6,25 | 12,5 | 18,75 | 25,0 | 37,5 |
Марки связок применяемых для изготовления алмазных шлифовальных кругов
| Новое обозначение связки | Старое обозначение связки | Назначение |
| Органическая связка | ||
| В2-01 | Б1 | Чистовое шлифование и доводка твёрдосплавного инструмента с охлаждением и без него. Шлифование твёрдосплавных деталей. |
| В2-02 | Б156 | Обработка твёрдого сплава, твёрдого сплава совместно со сталью и некоторых неметаллических материалов при силовом шлифовании. |
| В1-01 | БП2 | Чистовое шлифование и доводка твёрдосплавного инструмента, совместно с касанием стальной державки на повышенных режимах с охлаждением и без него. |
| В1-09 | БСТ | Заточка инструмента из безвольфрамовых твёрдых сплавов, а также других сверхтвёрдых материалов. |
B1-111 B1-112 | B1-11П-1 B1-11П-2 | Заточка и доводка деревообрабатывающего твёрдосплавного инструмента на повышенных режимах с охлаждением и без него |
| В1-13 | В1-13 | Шлифование, заточка и доводка твёрдосплавного инструмента. |
| В2-02 | 01 | Обработка твердого сплава, твердый сплав совместно со сталью. |
| В3-01 | БР | Доводка твердого сплава, закаленных сталей, полупроводниковых материалов и др. |
| B48…. | — | Универсальная связка для шлифования с СОЖ и всухую при средних режимах, для станков с ЧПУ |
| Металлическая связка | ||
| М2-01 | М1 | Плоского, круглого, внутреннего, продольного шлифования изделий из твёрдых неметаллических материалов — стекла, керамики, мрамора, гранита, полупроводниковых материалов. |
| М1-01 | МВ1 | Шлифование титановых сплавов, шлифование, заточка и доводка твёрдосплавного инструмента. |
| М3-04 | МН-1 | Обработка технического стекла. |
| М2-02 | — | Обработка и резка керамики, стекла, кварца, полудрагоценных камней, полупроводниковых и других материалов. |
М-300 | — | Обработка оптического и технического стекла. |
| М2-09 | М016 | Шлифование титановых сплавов, быстрорежущей сталей, высокопрочных закалённых чугунов. |
| М3-08 | — | Обработка технического стекла. |
| М5-01 | М73 | Хонингование закалённых легированных сталей. |
| М5-04 | МС-1 | Хонингование сталей и чугунов. |
| М5-05 | МС-3М | Хонингование легированных сталей. |
| М5-06 | МК-3 | Хонингование серых и легированных чугунов. |
| М2-01 | М1 | Плоского, круглого, внутреннего, продольного шлифования изделий из твёрдых неметаллических материалов — стекла, керамики, мрамора, гранита, полупроводниковых материалов. |
| Керамическая связка | ||
| КС10 | — | В кругах для круглого наружного, бесцентрового, плоского шлифования |
| К27 | — | В кругах для внутреннего шлифования, профильного шлифования |
| К11 | — | Для операции шлифования алмазными кругами |
| Охлаждение: Круги алмазные шлифовальные на органических связках могут работать без охлаждения и с охлаждением. Круги на металлических связках работают только с охлаждением. Для кругов на органических связках применять щелочные растворы СОЖ не рекомендуется. | ||
Пример расшифровки маркировки алмазного инструмента:
1А1R 150х1,2х5х32 АС15 125/100 М2-02 100 35
| Профиль | Размеры круга DxTxHxXxW | Материал | Зернистость | Связка | Концентрация | Макс. раб. скорость, м/с |
| 1А1R | 150х1,2х5х32 | АС15 | 125/100 | М2-02 | 100 | 35 |
| Отрезной диск | Габаритные размеры: диаметр х толщина х ширина х посадка | Из синтетических алмазов, зерна которых проставлены агрегатами и сростками (не более 60%), а также удлиненными кристаллами с коэффициентом формы зерен от 1,3 до 3,0 | Мелкое зерно для чистового распила. Качественная поверхность после распиловки. | Металлическая связка (твердая) | Средне-высокая износоустойчивость, высокая скорость резания. | Оптимальная скорость шпинделя — 4500об/мин |
Источник
Алмазный инструмент изготавливается различных форм и типоразмеров из шлифовальных и микропорошков различной прочности и зернистости на металлических, органических и гальванических связках.
Алмазный инструмент на органических, металлических и гальванических связках. | ||
| Органическая связка | Металлическая связка | Гальваническая связка |
Структура алмазоносного слоя:
| Структура алмазоносного слоя:
| Структура алмазоносного слоя:
|
Свойства:
| Свойства:
| Свойства:
|
Область применения: Круги на органических связках применяются для чистовых и доводочных работ, чистовой заточки и доводки режущего инструмента из твёрдых сплавов, сверхтвёрдых материалов, чистового шлифования и доводки мерительного и медицинского инструмента, доводки деталей из материалов высокой твёрдости | Область применения: Круги на металлических связкахприменяются для предварительных операций, требующих съёма сравнительно больших припусков, для заточки твердого сплава, профильного шлифования, резки и шлифования изделий из специальной керамики, труднообрабатываемых материалов. | Область применения: Круги на гальванических связках применяются для резки и шлифования кремния, германия, и других полупроводниковых материалов, ситала, различных видов технического стекла, фактурной обработки камня. Гальванические связки находят широкое применение для изготовления алмазных головок, различной формы притиров, для изготовления ручного инструмента для доводки штампов из твёрдых сплавов, штамповых и легированных сталей. |
Алмазный инструмент на металлических связках
Применяется для резки, шлифовки, фасонной обработки и плоского шлифования природных минералов, стекла, керамики, фарфора, гранита, мрамора, драгоценных и полудрагоценных камней, нанесения рисунка на кварцевом стекле и т.д.. Типы связок: M2-01, M2-02, M5-26 и другие. Размеры и технические параметры алмазного инструмента определяются заказчиком.
Используемый алмаз: от АС15 до АС160 и выше, зернистость от 50/40 до 630/500.
Алмазный инструмент на органических связках
Применяется для заточки металлорежущего и деревообрабатывающего твердосплавного инструмента, шлифования изделий из твердого сплава и закаленных сталей. Типы связок: B2-01, B2-02, другие органические и металлоорганические связки.
Форма алмазного инструмента, размер, технические параметры, зернистость (от 50/40 до 200/160) и марка алмаза (АС2, АС4, АС6, АС15), а также концентрация и тип связки определяется заказом потребителя.
Круги на гальванических связках
применяются для резки и шлифования кремния, германия, и других полупроводниковых материалов, ситала, различных видов технического стекла, фактурной обработки камня. Гальванические связки находят широкое применение для изготовления алмазных головок, различной формы притиров, для изготовления ручного инструмента для доводки штампов из твёрдых сплавов, штамповых и легированных сталей.
Алмазные инструменты на гальванической связке характерезуются одно- или многослойным алмазоникелевым покрытием на опорном металлическом корпусе. Отдельные кристалы азмаза связаны никелиевым слоем, толщина которого соответсвует 2/3 размера зерна. Тем самым обеспечивается надёжная фиксация кристаллов выступающих далеко за поверхность связки и облегчается вывод стружки.
Алмазный инструмент на металлических и гальванических связках изготоваливается в том числе с использованием высококачественного алмазного термостойкого порошка производства E6 (De Beers) и позволяет выпускать инструмент абсолютно стабильного качества, что является важнейшим фактором успешного применения алмазного инструмента.
Все алмазные круги проходят обязательное тестирование и балансировку.
О компании
Мы официальный сайт (дистрибьютор) — завода ПАО «Полтавский алмазный инструмент» в России. На протяжении многих лет мы являемся официальным и главным партнером завода.
Контакты
Тел. +7(499)180-84-53, +7(499)390-11-89
: 1808453@mail.ru Адрес: г. Москва, ул. Кольская д. 1
Источник
Алмазные сегменты
 Алмазный сегмент — основа любого алмазного инструмента. Они применяются при изготовлении шлифовальных кругов, тарелок дисков, буровых коронок и используются для шлифовки, резки, сверлении, фрезеровки. В коронках малого диаметра устанавливаются кольцевые сегменты. Кроме того, с их помощью восстанавливаются диски и коронки большого диаметра.
Алмазный сегмент — основа любого алмазного инструмента. Они применяются при изготовлении шлифовальных кругов, тарелок дисков, буровых коронок и используются для шлифовки, резки, сверлении, фрезеровки. В коронках малого диаметра устанавливаются кольцевые сегменты. Кроме того, с их помощью восстанавливаются диски и коронки большого диаметра.
Алмазный сегмент — основа любого алмазного инструмента. Они применяются при изготовлении шлифовальных кругов, тарелок дисков, буровых коронок и используются для шлифовки, резки, сверлении, фрезеровки. В коронках малого диаметра устанавливаются кольцевые сегменты. Кроме того, с их помощью восстанавливаются диски и коронки большого диаметра.
Способ изготовления
Алмазные сегменты состоят из алмазной крошки, смешанной с металлическим порошком. Процесс производства состоит из нескольких этапов:
- подготовки смеси;
- гранулирования (переработки полученной смеси в гранулы одинакового размера и веса);
- прессования и спекания (холодного или горячего).
В процессе спекания образуется матрица, которая и определяет характеристики сегмента, которые зависят от величины алмазных зерен, их концентрации и равномерности распределении, а так же свойств металлической основы — связки.
Дешевые расходные инструмент получают с применением гальванического метода. При этом корпус погружается в электролит, содержащий алмазно-металлическую смесь, и подключают ток.
 Профессиональная оснастка требует использования сегментов, полученных методом спекания, когда перемешанные алмазные элементы и металлический порошок обрабатывается под высоким давлением и температурой. При этом применяется один из двух методов:
Профессиональная оснастка требует использования сегментов, полученных методом спекания, когда перемешанные алмазные элементы и металлический порошок обрабатывается под высоким давлением и температурой. При этом применяется один из двух методов:
- свободная засыпка, не предусматривающая предварительного сжатия;
- материал для сегмента, прежде чем попадает в печь, подвергается холодному прессованию под высоким давлением.
Связка
Связка — носитель алмазов — они содержатся в ее толще и распределены по всему объему. Аккуратная, точная и качественная обработка зависит от показателей твердости самой связки и материала, для которого предназначен алмазный инструмент. Необходимо, чтобы и сами алмазы, и окружающие их материалы стирались равномерно — от скорости отслаивания алмазных частей зависит и ресурс работоспособности, и скорость выполнения работ. Поэтому для обработки мягких поверхностей применяется более твердая связка (к примеру, изготовленная на основе карбида вольфрама), а для твердых поверхностей связка, наоборот, должна быть мягче (бронзовая и пр.).
Неверный подбор связки приводит к быстрому затуплению режущих частей инструмента с твердой связкой при обработке твердого материала. В случае же применения мягких связующих для мягкой поверхности коронки или диски будут слишком быстро изнашиваться. Есть и средние по твердости связки. Полученные в результате смешивания порошков, полученных из различных материалов (например, кобальта и стали).
При изготовлении сегментов используются три вида связок с различными основами:
- металлические (с основой из кобальта, стали, бронзы и т.д.);
- резиновые (на основе пластиков);
- керамические.
Каждый из этих видов имеет свои особенности, которые могут использоваться для работы с разными материалами. Керамические связки пока что менее распространены, но они демонстрируют хорошую спекаемость, однородность и хорошо прессуются.
Для металлических связок общепринятым считается использование такие разновидности:
- бронза — мягкая;
- сталь, кобальт — средняя;
- карбид вольфрама — твердая.
В результате (при применении сегментов с металлической связкой) их предназначение по типу обрабатываемого материала распределяется следующим образом:
- такие твердые материалы как кварц, керамика, гранит и другие требуют оперативного вскрытия новых алмазных зерен из-за их быстрого выкрашивания, поэтому, чтобы избежать засаливания инструмента матрица в этом случае делается из бронзового или оловянного порошка;
- среднетвердые (армированный бетон, бетонная стяжки и пр.) материалы обрабатываются резцами, сегменты которых выполняются на основе матриц из никеля, железа, кобальта, которые так же обладают средней твердостью;
- строительные блоки, песчаник, известняк и другие мягкие материалы требуют использования в сегментах матрицы, которая сможет замедлить выкрашивание алмазного зерна, поэтому при ее изготовлении используется карбид вольфрама.
Скорость обработки
Связки различных сегментов так же разделяются по скорости обработки материала и могут работать со стандартной или увеличенной скоростью. Для обозначения последней используется обозначение «F1». При этом сегменты, работающие с повышенной скоростью, обладают меньшим, чем у стандартных, ресурсом и быстрее истачиваются.
Диаметр корпуса
Существует разделение сегментов, предназначенных для использования с разными диаметрами. От диаметра инструмента зависит и количество устанавливаемых на инструмент, и их размер, которые можно просмотреть в таблице:
Диаметр, мм. | Размер сегментов, мм. | Кол-во сегм., шт. |
| 600 | 40*4,8*15 | 42 |
| 40*4,4/5,0*20 | 42 | |
| 800 | 40*5,5/6,0*15 | 46 |
| 40*5,5/6,5 *20 | 46 | |
| 1000 | 24*6,4/7,0*15 | 70 |
| 24*6,4/7,2*20 | 70 | |
| 1200 | 24*6,8/7,4*15 | 80 |
| 24*6,8/7,6*20 | 80 | |
| 1400 | 24*7,6/8,4*15 | 88 |
| 24*7,7/8,5*20 | 88 | |
| 1600 | 24*8,4/9,0*15 | 108 |
| 24*8,4/9,2*20 | 108 | |
| 1800 | 24*9,1/9,9*16 | 120 |
| 24*9,1/9,9*20 | 120 | |
| 2000 | 24*10/10,8*20 | 128 |
| 2500 | 24*10,5/11,5*20 | 140 |
| 3000 | 24*11,5/12,5*20 | 160 |
| 3500 | 24*12/13*20 | 180 |
Величина зерна
От материала, для работы с которым предназначен алмазный сегмент, так же зависит величина алмазных зерен. Чем выше твердость обрабатываемой поверхности, тем меньший размер должна иметь крошка и тем выше ее концентрация в сегменте.
Крупное зерно применяется для материалов с невысокой твердостью и наоборот. По возрастанию показателя твердости материалы, обрабатываемые алмазным инструментом, расположены в следующем порядке: песчаник, блоки для строительства, асфальт, свежий бетон, штукатурка, бетонная стяжка, армированный железобетон, черепица, керамическая плитка, гранит, кварцит, керамика, стекло. Известняк и мраморные породы требуют отдельного подхода к выбору алмазных сегментов — матрицы для них изготавливаются гальваническим способом.
Виды сегментов
Выпускаются сегменты двух видов:
- нормальные — с равномерным распределением алмазной крошки по всему объему;
- сэендвичные — алмазы в таких сегментах рассоложены хаотично, их состав в разных частях матрицы неравномерен.
Первые, несмотря на более равномерную структуру, быстрее изнашиваются, так как при использовании образуется стачивание короновидной формы, при этом диск может заклинивать. В результате использовать их до полного стачивания невозможно.
Сэндвичные сегменты, наоборот, стачиваются равномерно, при эксплуатации сохраняют постоянную ширину, что приводит к одинаковым усилиям, прикладываемым к материалам. Они могут эксплуатироваться до полного износа, а небольшое закругление позволяет делать более ровные резы.
Типы алмазных сегментов
Разнообразие областей использования, целей применения сегментов и обрабатываемых материалов изготавливаются сегменты различного вида, основные их которых:
- кольцевые;
- шлицованные;
- специальные;
- комбинированные.
Кольцевые сегменты
 К кольцевым относятся непрерывные сегменты, устанавливаемые на передних кромках сверлильных коронок и на периферии отрезных дисков. Кольцевые элементы можно использовать только с охлаждающими жидкостями, иначе из-за теплового расширения они могут ломаться или деформироваться.
К кольцевым относятся непрерывные сегменты, устанавливаемые на передних кромках сверлильных коронок и на периферии отрезных дисков. Кольцевые элементы можно использовать только с охлаждающими жидкостями, иначе из-за теплового расширения они могут ломаться или деформироваться.
Шлицованные сегменты
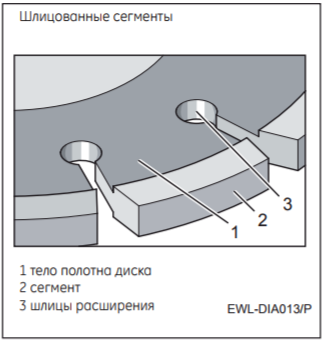 У шлицованных сегментов между отдельными элементами существуют зазоры, компенсирующие тепловое расширение. Без них инструмент мог бы покоробиться, а работать им стало бы невозможно. Их эксплуатация характерна в случаях невозможности обеспечения жидкостного охлаждения. Кроме того, такие изделия более экономичны, так как требуют меньшего количества алмазов.
У шлицованных сегментов между отдельными элементами существуют зазоры, компенсирующие тепловое расширение. Без них инструмент мог бы покоробиться, а работать им стало бы невозможно. Их эксплуатация характерна в случаях невозможности обеспечения жидкостного охлаждения. Кроме того, такие изделия более экономичны, так как требуют меньшего количества алмазов.
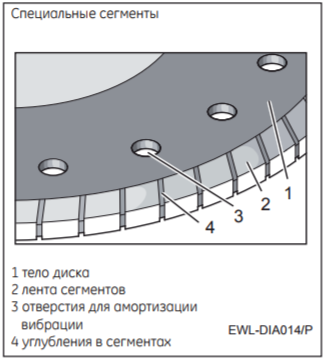
Специальные сегменты
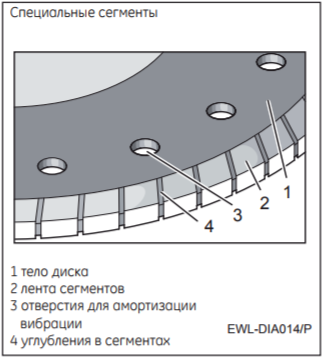 У специальных сегментов форма соответствует специальным случаям их использования. К ним относятся «турбо» сегменты, представляющие собой комбинацию шлицованных и кольцевых сегментов: на периферийных кольцевых сегментах есть диагональные, прямые или радиальные каналы, создающие воздушный охлаждающий поток во время работы. Такая конструкция обеспечивает быстрый рез тонких материалов без их повреждения.
У специальных сегментов форма соответствует специальным случаям их использования. К ним относятся «турбо» сегменты, представляющие собой комбинацию шлицованных и кольцевых сегментов: на периферийных кольцевых сегментах есть диагональные, прямые или радиальные каналы, создающие воздушный охлаждающий поток во время работы. Такая конструкция обеспечивает быстрый рез тонких материалов без их повреждения.
Комбинированные сегменты
 Это изделия с матрицей, состоящей из слоев с различной концентрацией алмазной крошки и разной твердостью — их кромка укреплена и предназначена, прежде всего, для работы с твердыми материалами. Без укрепления режущего края сегмент приобрел бы круглую форму, из-за которой площадь поверхности увеличилась и, соответственно, повысилась бы теплоотдача и прилагаемые усилия.
Это изделия с матрицей, состоящей из слоев с различной концентрацией алмазной крошки и разной твердостью — их кромка укреплена и предназначена, прежде всего, для работы с твердыми материалами. Без укрепления режущего края сегмент приобрел бы круглую форму, из-за которой площадь поверхности увеличилась и, соответственно, повысилась бы теплоотдача и прилагаемые усилия.
Закрепление сегментов
Алмазные сегменты закрепляются одним из трех способов, которые зависят от предназначения элемента:
- Лазерная сварка — лучший вариант для инструментов, предназначенных для работы «всухую». Лазерный луч проходит через специальную прокладку, гарантирующую сохранность алмазного зерна;
- Для мокрой резки подойдет способ напайки, проводимый пропоем на серебряной основе. Для сухой работы такой инструмент не подходит, так как появляется риск отпайки элементов;
- Спекание — промежуточный вариант, который можно применять для инструмента, который будет эксплуатироваться как «всухую», так и с жидкостным охлаждением.
Вскрытие алмазных сегментов

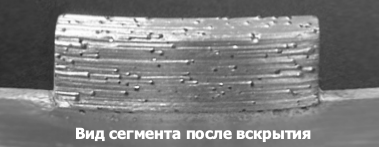
После закрепления сегмента потребуется провести его «вскрытие». Для этого необходимо провести сухую обработку абразивного мягкого материала — точильного камня. В результате поверхностный слой матрицы удаляется, а алмазные микрорезцы обнажаются, и инструмент становится полностью готовым к работе.
Источник